
- 2023-05-23 13:32:44 来源:南京聚航科技有限公司 浏览量:2327次
-
某2500m3高炉工程热风炉拱顶部分20-26带,为热风炉高湿带,根据设计要求,应进行消除应力处理。20-23带板厚为50mm,24-26带板厚为32mm,材质均为Q345B。各带均热成型后焊接而成,其中20、23、24带分四块板组成,21、22、25、26带由16块板组成,各带之间的连接采用焊接方法。其钢板厚、液压成型拼接焊缝的量多,因此焊后存在较大的残余应力,而残余应力会严重影响热风炉的使用寿命,所以有必要对其进行消除应力。本文采用振动时效工艺对其进行消除应力,并在振动前后采用盲孔法检测残余应力数值,定量判断振动时效工艺的有效性。
振动时效工作原理
振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,*终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。
振动时效实施方案
振动时效系统由构件、激振器、拾振器和支撑组成。激振器需与构件牢固把合。
热风炉底部已经用地脚螺栓固定,上部已全部安装完毕。根据此结构,只能选用悬臂振动,激振点选在上部法兰,两次按90°排列进行振动,拾振点选在远离激振器的波峰处,振动时间为一次20分钟。
为观察振动时效效果,振前振后对其进行残余应力测试。在拱顶外环缝及纵缝处选取九个点进行测试,测试方法采用盲孔法。在测点处,用砂轮打磨,其面积大约15*15mm2、贴一个三向应变片,在中间钻一个2mm的孔,钻孔深度与钻孔直接相同,用电阻应变仪测取释放应变,计算残余应力,测取振动前后应力值,对比振动时效降低应力。
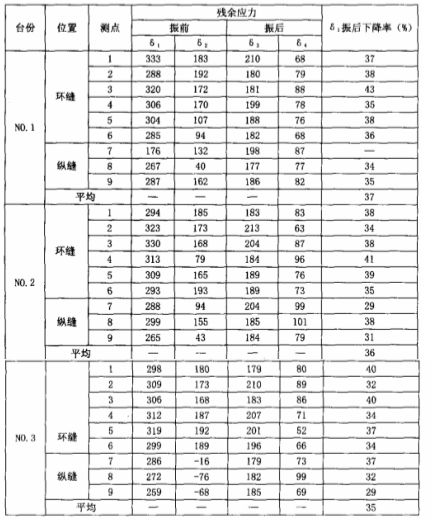
从表上可以看到,*大主应力振动后都发生了明显变化,所以测试的三台热风炉拱顶振后应力都在200MPa左右,其下降率达到30%以上。
从热风炉整体振动时效前后残余应力测试结果表明,振后大主应力下降率平均达到36%,满足GB/T25713-2010标准要求,说明对热风炉采用振动时效工艺是有效。
振动时效工艺效果好,省时、省力、成本低、工艺简单,可用于热风炉残余应力消除。
- 收藏(0) 赞(0) 踩(0)
-
 随时了解更多仪器资讯,求购、招标、中标信息实时更新,厂商招商信息随时看。大量、齐全、专业的仪器信息尽在仪器网(yiqi.com)。扫一扫关注仪器网官方微信,随时随地查看仪器用户采购、招标需求!
随时了解更多仪器资讯,求购、招标、中标信息实时更新,厂商招商信息随时看。大量、齐全、专业的仪器信息尽在仪器网(yiqi.com)。扫一扫关注仪器网官方微信,随时随地查看仪器用户采购、招标需求!
-
为你精选
-
 世界半导体市场有望强劲反弹 半导体需求增长仪器行业如何寻找机会?
2023年全球半导体行业销售总额同比下降8.2%,但随着去年下半年半导体市场回暖,2024年这一数据有望实现两位数反弹。 欧洲是2023年唯一实现年增长的区域市场,销售额增长4.0%,
2024-02-11 11:29:45 企业并购
世界半导体市场有望强劲反弹 半导体需求增长仪器行业如何寻找机会?
2023年全球半导体行业销售总额同比下降8.2%,但随着去年下半年半导体市场回暖,2024年这一数据有望实现两位数反弹。 欧洲是2023年唯一实现年增长的区域市场,销售额增长4.0%,
2024-02-11 11:29:45 企业并购 -
 监测仪器产业如何应对《煤矿安全生产条例》带来的挑战?
2月4日,国新办举行国务院政策例行吹风会,应急管理部党委委员、国家矿山安全监察局局长黄锦生及有关负责人介绍了《煤矿安全生产条例》有关情况,
2024-02-10 11:52:56 行业综述
监测仪器产业如何应对《煤矿安全生产条例》带来的挑战?
2月4日,国新办举行国务院政策例行吹风会,应急管理部党委委员、国家矿山安全监察局局长黄锦生及有关负责人介绍了《煤矿安全生产条例》有关情况,
2024-02-10 11:52:56 行业综述 -
 河北认可认证协会发布《谷物中10种真菌的液相色谱仪检测方法》 液相色谱仪应用范围广泛发展前景如何?
新的行业标准将要求相关力学测试仪器具有更高的稳定性。 海洋环境的复杂性和不确定性使得软粘土的强度测定过程容易受到外界环境的影响。 为了提高测量结果的可靠性。
2024-02-07 11:51:22 产经快讯
河北认可认证协会发布《谷物中10种真菌的液相色谱仪检测方法》 液相色谱仪应用范围广泛发展前景如何?
新的行业标准将要求相关力学测试仪器具有更高的稳定性。 海洋环境的复杂性和不确定性使得软粘土的强度测定过程容易受到外界环境的影响。 为了提高测量结果的可靠性。
2024-02-07 11:51:22 产经快讯 -
 《工业互联网标识解析体系“贯通”行动计划(2024-2026年)》的通知,对仪器产业未来的影响与提升?
工业和信息化部等十二部门关于印发《工业互联网标识解析体系“贯通”行动计划(2024-2026年)》的通知.
2024-02-06 13:03:10 行业综述
《工业互联网标识解析体系“贯通”行动计划(2024-2026年)》的通知,对仪器产业未来的影响与提升?
工业和信息化部等十二部门关于印发《工业互联网标识解析体系“贯通”行动计划(2024-2026年)》的通知.
2024-02-06 13:03:10 行业综述 -
 华为联通携手落地5G-A技术 通信仪器是否能迎来巨大机会?
华为中国官方发布声明称,近日,天津联通联合华为在天津五岛文化旅游区完成了中国联通集团3CC商用验证。 本次测试采用3.5G 200M+2.1G 40M的三载波聚合组网方案。
2024-02-05 14:49:39 产经快讯
华为联通携手落地5G-A技术 通信仪器是否能迎来巨大机会?
华为中国官方发布声明称,近日,天津联通联合华为在天津五岛文化旅游区完成了中国联通集团3CC商用验证。 本次测试采用3.5G 200M+2.1G 40M的三载波聚合组网方案。
2024-02-05 14:49:39 产经快讯
-
振动时效工艺在热风炉工程中的应用

①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi

- 产品推荐 | 反射多模光纤QR系列
- 公司团建,共创美好未来;团队携手,共筑辉煌明天(日照篇)
- 【摄影大赛】五一劳动节·群星闪耀时!
- 纽迈分析祝大家劳动节快乐!
- 科尔康祝您五一国际劳动节快乐!
- 以奋斗人为本 | 福立仪器向每位劳动者致敬,祝大家劳动节快乐!
- 【展会回顾】生命科学新品(招商)推介会暨产业链展圆满收官,期待与您再次相遇!
- 【直播预告】线上研讨会即将如期开播!
- 产品推荐 | RMS3000微型拉曼光谱仪
- 文献分享 | 快速鉴别肠炎沙门氏菌的四种血清型: 大拉曼和手持式拉曼光谱仪的性能对比
- 应用案例 | 负载型金属簇异质结构对偶氮加氢催化的表面电荷效应
- 喷雾粒度分析的天花板-Spraylink高速实时喷雾粒度仪
- LT3600 Plus激光粒度分析仪


