传统的粗糙度评定为二维参数评定,评定的时候在一条线上进行评定,不能够完整地反映整个表面的全部信息,越来越不能满足加工行业的发展需要。表面形貌的三维评定方法是利用区域表面获得所需要的相关信息,给出表面形成机理信息和研究表面的直观图像,三维评定从整体上对零件表面特征进行描述,具有全局性。
三维表面粗糙度参数有很多,今天介绍diyi个参数Sa。
定义:
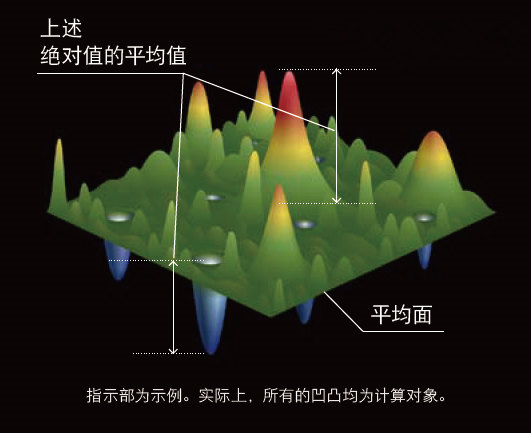
Sa为表面算术平均高度,指轮廓表面内的点与ZX面距离的算术平均或几何平均值,在取样区域 D 上,被测量的轮廓面和建立的基准面之间的 z 坐标距离的算术平均,即表面粗糙度曲面方程 z 坐标值的算术平均。数学表达式为

应用:
Sa常用来描述精密加工表面粗糙度,可以有效地检测整个区域的高度特征以便控制加工工艺的制定。对不同的加工工艺方法,其Sa值变化明显。
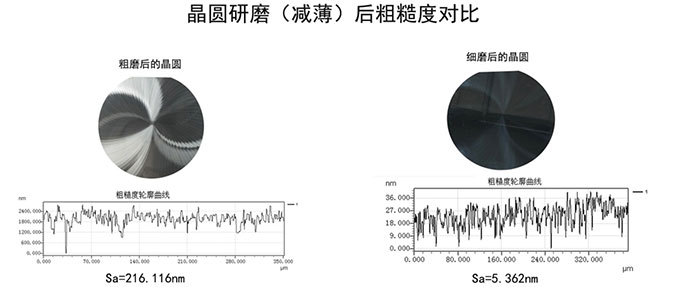
晶圆表面粗糙度评定,数据由中图仪器SuperView W1光学3D表面轮廓仪测量得出
历史:
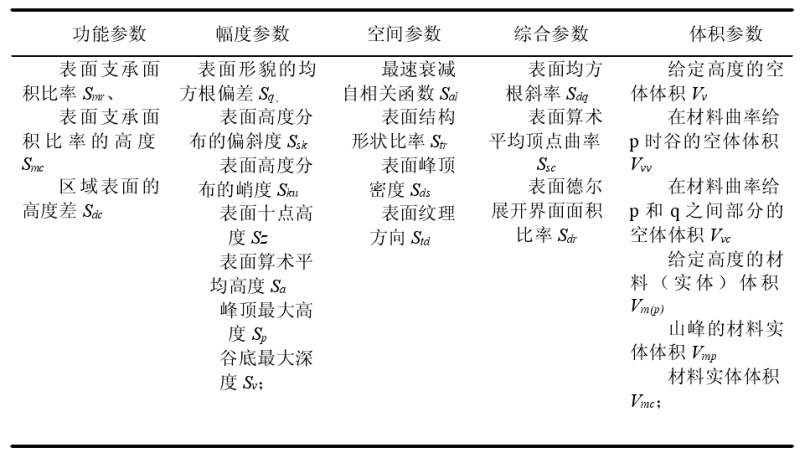
2005 年,在ISO/TC213的Z新标准草案ISO/TC213N756中对表面三维表征参数进行了详细分类,主要分为功能参数、幅度参数、空间参数、综合参数、体积参数共5大类23个参数,在幅度参数中就包括Sa。
2012年4月1日,国际标准化组织正式颁布《ISO 25178-2-2012 产品几何量技术规范(GPS)--表面结构:区域--第2部分:术语、定义和表面结构参数》,对Sa进行了确认。
哪位能帮忙解释一下普通粗糙度和纳米粗糙度之间测量,评定的不同~~ 1 引言 纳米技术是20世纪80年代发
已知一个轴套的内表面粗糙度为3.2,那与它相配合的轴的表面粗糙度应该如何设置???、 轴的粗糙度等级一般
制作金相试样的设备切割机、抛光机、镶嵌机,可以测试微观组织、显微硬度、表面粗糙度、表面形貌等 西工大机电
表面粗糙度仪器和轮廓仪功能上有什么区别? 公司要购置一台能够测量曲面粗糙度,而且能够记录粗糙度曲线的仪
我司有一台美国泰勒霍普森粗糙度轮廓仪,现因测头磨损、无法标定,检测精度受到影响,咨询一下,关于该测量仪器的
Ra50um-100um的粗糙度用什么来测啊?便携式的RaZ高12um,难道用样板比对? 表面粗糙度的测
空气或水在陶瓷管中流动,计算沿程阻力时要用到粗糙度,陶瓷管的粗糙度是多少?... 空气或水在陶瓷管中流
主要是指锻打毛坯表面及锻打模具模块检测时的粗糙度要求 超声波探伤的表面粗糙度都有要求: 例如: ASTM
我是学物理的,激光弥散射方向哈,想做非接触式粗糙度仪这方面的课题写计划不知道非接触式粗糙度仪可以用在那些地
当需要表征表面的润湿性和附着性时,表面的化学性质和形貌性质在许多不同的应用和工艺中都是重要的参数。润湿性可以

沪公网安备 31011502008050号




