随着工业的快速发展,冷轧热镀锌带钢凭借着耐腐蚀性强、力学性能好、表面质量优、尺寸精度高、生产成本较低等诸多优点,在建筑、汽车及家电等行业得到了广泛应用。尤其是近年来热镀锌在技术和装备上都取得了较大发展,生产成本和质量上的优越性,使其需求越来越大,同时对热镀锌的工艺水平也提出了更高要求。 退火炉是冷轧连续热镀锌生产线中的重要设备,炉内气氛直接影响产品的表面质量。镀锌线工艺对炉内气氛的要求很高,例如高端汽车板生产一般要求残氧量在10ppm以下,露点在-40℃以下。炉内气氛的优劣是决定锌层粘附性的重要因素。本文ZD介绍了退火炉内气氛分析方法,为生产镀锌产品提供优良的炉内气氛保障。
退火炉是冷轧连续热镀锌生产线中的重要设备,炉内气氛直接影响产品的表面质量。镀锌线工艺对炉内气氛的要求很高,例如高端汽车板生产一般要求残氧量在10ppm以下,露点在-40℃以下。炉内气氛的优劣是决定锌层粘附性的重要因素。本文ZD介绍了退火炉内气氛分析方法,为生产镀锌产品提供优良的炉内气氛保障。
1 主要工艺流程
连续热镀锌机组工艺包括镀前处理(脱脂和退火热处理)、热镀锌、精整和表面处理4个主要工序。冷轧后的带钢通过脱脂清洗去除表面残油、残铁等,经过再结晶退火,进入约460℃的锌锅热镀(或再合金化处理),再经过平整拉矫进行矫正,之后进行钝化或耐指纹、涂油等表面处理。主要工艺流程为:
开卷→焊接→脱脂清洗→退火炉→(预热→加热→均热→冷却→均衡)→热浸镀锌→(合金化炉)→镀后冷却→光整→拉矫→表面处理(钝化/耐指纹)→切边→在线质量检测→涂油→卷取。其流程示意图如图1所示。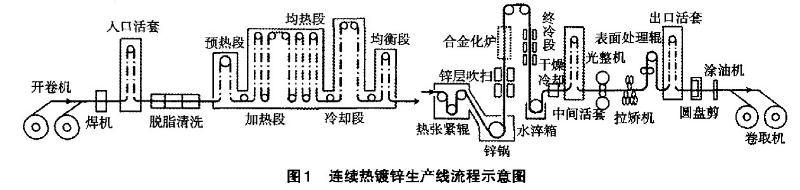
2 工艺技术特点
2.1入口段
2.1.1开卷机:一般设置双开卷设备,利用开卷机将原料钢钢卷打开,缩短入口停机时间,确保全线连续生产。
2.1.2焊机:采用激光焊机或全自动窄搭接焊机,将前、后钢带连接,以保持原料进入下一道工序的连续性。适应高强钢与软钢的生产要求,可自动设定焊接参数,带有焊缝质量自动监视系统,配套有冲孔与切月牙装置。
2.1.3入口活套:活套量一般>450m,以满足上卷与焊接期间全线的连续生产。
2.1.4脱脂清洗:采用多级强化清洗工艺,包括碱喷淋、碱刷洗、电解清洗、热水刷洗、热水漂洗及热风干燥,清洗强度大且效果好,有效去除油污和铁屑,利于提高镀层附着力。在碱洗、电解循环系统中设置GX磁过滤器及碱液浓度自动控制,降低碱液中杂质含量。
2.2退火炉
2.2.1预热段:从加热及均热段的烟气中回收热量,通过喷吹保护气氛可将带钢加热到130~160℃,主要作用,一是在加热至此温度区间,带钢在停止状态下也不会氧化腐蚀,二是通过预热段可以使加热炉节省约10%的能源。
2.2.2加热段与均热段:加热段的主要作用是吧带钢表面的氧化铁皮还原为适合热镀锌的活性海绵状纯铁层,并加热带钢完成再结晶退火;均热段的作用是将带钢保持在规定的退火温度一段时间,保证带钢再结晶退火完全。加热的控制方式有空气/燃气比例调节和ON/OFF烧嘴的脉冲式两种。加热段与均热段“共处一室”,其交接处有一部分道次可共用,有利于温度调节控制且缩短了炉长;辐射管设计温度可达980℃,退火炉操作温度可到920℃,可满足超深冲钢与超高强钢的生产要求。
2.2.3缓冷段:目的是将带钢冷却到AR3以下温度,进入下一步冷却前去除奥氏体化,一般冷却速度不能高于30℃/s。
2.2.4快冷段:退货工序中Z关键的工艺段,其冷速的大小直接决定带钢强度级别。目前已开发使用了很多种冷却方法,其中高速气体(H2)喷射冷却是对告诉气体喷射冷却技术的又一发展,该冷却技术就是利用H2的高导热性来提高带钢的冷却速度,H2的导热系数是空气的1.58倍,H2-HGJC冷却中H2含量从HGJC的5%提高到50%,带钢的冷却速度提高一倍,可达30~160℃/s。由于该冷却方式属于干式冷却,具备干式冷却的一切优点,且因含氢量的增加带钢表面更加洁净,既保证了带钢的表面质量,、版形和良好的操作稳定性,又具有较高的冷却速度,生产软钢的同时生产高强钢。一般快冷后将带钢冷却低至440~470℃,以满足约460℃的热镀锌温度;而生产DP高强钢时要求快冷至300℃以下,后续再通过均衡段加热至镀锌温度。
2.2.5均衡段:均衡段的设置主要是3个方面:一是为了保证出快冷段后厚规格带钢横向温度均匀;二是对薄规格产品进行补充加热以保障其入锌锅温度(或DP高强钢的补热);三是生产热镀铝锌硅产品时,如不设均衡段,炉鼻内锌灰被快冷段风机扰动,吸入炉膛内落至钢板表面,引起漏锌。均衡段出口温度一般在460℃左右再进入镀锌段,以保持锌液温度不变。
2.2.6热张紧辊:位于退火炉出口与镀锌段入口之间,用于对带钢张立的调节。
2.3热镀锌
2.3.1炉鼻子:炉鼻子是链接退火炉与镀锌区域的通道。由于锌液以及锌渣的污染作用,往往会使带钢表面产生缺陷,所以炉鼻子区域的控制对带钢质量有重要影响。炉鼻子内的气氛控制尤为重要,露点高会造成带钢氧化,露点低则锌液会蒸发,冷凝后会粘附在炉鼻子内或滴落在带钢表面,影响带钢质量。
2.3.2锌锅:为防止锌渣对镀层影响,一般采用加大加深的熔沟式感应加热陶瓷锌锅,带有温度控制和锌锅液面探测系统,根据液位信号向锌锅自动喂入锌锭,并采用在线铝含量分析仪,监测锌液成分变化。
2.3.3锌层吹扫:在锌锅出口采用可控的喷嘴沿一定角度向带钢喷吹压缩空气(采用高纯氮气更佳),以出去多余的锌液。
2.3.4合金化炉:对于镀锌铁合金(GA)产品必须进行合金化处理,使原板表面形成一层锌铁合金,让它具有良好的延伸性,镀锌后的钢板应通过镀层退火炉再加热,加热温度为550℃。
2.3.5镀后冷却:包括心过后冷却(使表面锌固化不粘附顶辊)、终冷段(冷却至150℃以下)、水淬(冷却至40℃左右)及后干燥冷却。
2.4精整段
2.4.1中间活套:活套量一般>45m,以保证光整机换辊时工艺段的连续稳定运行。
2.4.2光整机:通过小压下率(<3%)改善镀后带钢的机械性能和版型,通过毛化轧辊改变带钢表面状态,提高带钢表面的均匀性。
2.4.3拉矫机:用于改善读后带钢的板形。
2.4.4表面处理:通过双头2辊或3辊式辊涂机(可移动式)对带钢表面涂镀铬钝化液或耐指纹液进行钝化处理,以提高镀锌钢板的防腐性能。
2.4.5出口活套:活套量一般>450m,以保证出口段降速分卷时工艺段的连续稳定运行。
2.4.6圆盘剪:对镀锌成品带钢的宽度进行切边精度控制。
2.4.7涂油机:对带钢单面或双面进行高压静电涂油,提高成品钢卷的防锈能力。
2.4.8卷取机:一般设置双卷取设备,缩短出口停机时间,确保全线连续生产。
3 分析仪配置情况
镀锌线退火炉内的保护气体是由氮气和氢气按照一定配比混合而成,起着还原钢带表面和防止氧化的作用,气主要参数指标有氢气比例、露点、残氧量等。
3.1氢气和露点对带钢的影响
露点代表的是炉内水蒸气的含量,通常很低。炉内露点在-40℃左右时,水含量约在0.19mg/L。带钢表面在炉内被氢气还原生成水,发生如下化学反应: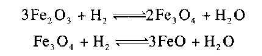
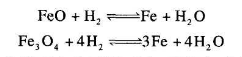
以上化学反应为可逆反应,当氢气分压大于水蒸气分压时,反应向右进行,即为还原反应;反之,则向左进行,为氧化反应。通常情况下,希望化学反应向右进行,即进行还原反应。但对于特殊钢种(如DP)为消除表面局部氧化,则希望县发生氧化反应,再还原。
3.2残氧量的影响
炉内残氧量的影响主要表现在3个方面:一是能在低温区富集,可能会在条件适宜时与氢气发生剧烈反应;二是对带钢表面形成选择性氧化,影响浸润性,形成漏镀或色差;三是对炉内耐火材料产生氧化损害,缩短耐材的使用寿命。
如果加热炉内氧含量过高将导致带钢在加热过程中变蓝、化学活性增加;如果加热炉内氢含量高将会发生加热炉爆炸的特大安全事故,可见加热炉气体分析仪系统的稳定性、准确性对于保证生产安全,提高产品质量以及提高生产自动化程度都有非常重要的意义。
3.3炉内气氛分析
监控炉内气氛只能依靠安装在炉子上的在线分析仪进行。从这个角度上讲,在线分析仪就是看到炉子内部气氛的眼睛,只有通过这些分析仪才能了解到炉内气氛的真实情况。通常安装在炉子上的在线分析仪包括氧气百分含量分析仪,氧气ppm分析仪、氢气百分含量分析仪和露点分析仪。
镀锌线分析仪使用的采样方式是利用现场氮气气源作为引射气,在整个采样系统内形成负压,将现场取样样气抽入分析仪传感器内进行分析。因为分析仪分析管路部分本身就配置有氮气系统作为参比气,“因地取材”使用已有的氮气作为引射气,不需要另外配置管路,节省了抽气泵使用费用,杜绝了因抽气泵堵塞等造成的故障,减少了设备安装空间,降低了设备成本和维护成本,提高了分析仪运行的稳定性和完好率。
4 分析仪系统的组成
H2分析系统由样气采集、预处理部分、分析探头及分析仪等部分组成。
1、样气采集:样气采集部分由现场采样管路及氮气引射部分组成,由于氮气引射作用采样管路内形成负压,现场样气被抽入分析探头进行分析后排空。
2、预处理:因为镀锌线加热炉内的氮、氢混合气体比较清洁,故只采用精细过滤器除尘后直接送入分析探头进行分析。
3、分析仪:镀锌线的分析探头的安装方式是采用分析柜安装。分析柜安装是将现场几路采样管集中送入分析柜,在分析柜内利用“多点切换、逐点循环”方式使各段分析样气进入预处理部分处理后送入分析探头进行分析。这样,几路采样点用一台分析仪就可完成气体的分析,减小了设备费用和维护力度。
一、分析仪原理简介
镀锌生产线上的H2%含量分析仪采用天禹智控TY-63000型H2分析仪,H2传感器模块核心传感器选用德国进口气体热导传感器,配合自主研发的精密热导池,可稳定测量H2浓度,具有检测范围大、可靠性高、使用方便、维护简单等优点,广泛应用于冶金、化工、提纯等行业。
热导检测器(TCD)是利用被测样气和参比气的热导系数不同而响应的浓度型检测器,属物理常数检测方法。镀锌线使用的是武汉天禹智控科技有限公司生产的TY-63000型H2分析仪。
热导式氢气分析仪主要部分是检测单元,它是由两个接在惠斯通电桥桥臂上的微热敏电阻工作组成的检测器,一个RTD(感温电阻)插入样气气流中,另一个RTD(感温电阻)插入参比气流。参比气一般是混合气体中的主要成分,通过两个RTD差值计算出气体成分含量。武汉天禹智控科技有限公司TY-6300型分析仪的测量流量1L/min,探头温度40-50℃时工作正常。两种热导率相差很大的气体混合物,可以按照混合物的导热能力与两组分的含量相关的特点来分析某一组分的百分含量。
0-vol全量程(可定制)
自带高精度恒温装置,工作稳定可靠,不受环境温度影响
局部恒温,预热时间短 ,功耗低
自主研发精密热导池,样气流量波动对测量无影响
核心传感器芯片与样气隔离,防腐蚀,寿命长
标配RS485通讯接口和4-20mA模拟量输出接口,使用方便灵活
宽电压供电
体积小,方便集成,测量精度高,工作温度可靠
量程 0-vol全量程(可定制) 测量精度 ±2%FS 分辨率 0.01%vol 重复率 ≤±1%FS 工作流量 0.2~1.5L/min 工作温度 -10℃~40℃ 工作电压 AC220V(50HZ) 功耗 ≤100W 输出接口 RS485、4-20mA
TY-6300型H2分析仪技术参数:
天禹智控气体分析系统案例
5 结语
连续热镀锌线退火炉内气氛对产品表面质量至关重要,建立炉子气密性检查制度能够保证及时发现泄漏问题。在线监测仪表可以保证为生产提供正确的测量数据指导,结合正确的泄漏检查、处理方法、有效预防措施,才能保证炉子的气密性,有效改善炉内气氛,生产出高表面质量的镀锌产品。
详情见:http://www.tyzkkj.com/hangyewenzhang/319.html
一、喷雾干燥机的工艺流程分为两种: 1:开式喷雾干燥机&nbs
请帮忙设计个具体的青霉素生产工艺流程步骤。谢谢! 青霉素生产工艺过程 一、青霉素的发酵工艺过程
关于零件工艺流程的问题,先调质还是先加工零件类似轴,阶梯式的两段,轴两端都有孔,精度要求较高,毛坯用45钢
我们单位准备增加汽车零配件加工,现在求助各位,帮忙提供一下汽车零配件(倒车雷达,汽车轴承,底盘等均可)的加
聚酯胎的生产工艺流程及优点 一种聚酯胎及其制备方法,其可解决现有的聚酯胎横、纵抗拉力不均匀,延伸率差且高
谁能详细的告诉一下手机外壳喷涂的工艺流程,谢谢!... 谁能详细的告诉一下手机外壳喷涂的工艺流程,谢谢
洗瓶机按操作工艺流程方式分几种?是什么?... 洗瓶机按操作工艺流程方式分几种?是什么? 展开 人
求啤酒生产工艺流程... 求啤酒生产工艺流程 展开 我国啤酒的正规化生产,起源于十九世纪末。五六十
请问橡胶生产工艺流程是怎样的,Z好有流程图,谢谢... 请问橡胶生产工艺流程是怎样的,Z好有流程图,谢
冲击试验机生产工艺流程是啥?谢谢!!! 冲击试验机的操作流程: 1.试验前根据打击能量要求,更换合

沪公网安备 31011502008050号




