核电低压焊接结构转子因其运行应力低,单个锻件尺寸小、易于制造等等优点,被多家汽轮机制造厂选用。根据行业标准要求,核电焊接低压转子大型lun盘锻件屈服强度要求不低于700MPa,而残余应力要求不超过40MPa,较行业标准提出了更高的要求。因此,获得符合标准要求的残余应力是lun盘锻件研制的难点之一。
目前,残余应力的测试方法有很多,行业内比较认可的有环芯法、盲孔法、切割法等机械方法。本文主要是采用环芯法对lun盘锻件进行残余应力测试。
环芯法测残余应力过程及步骤
测试件介绍
核电焊接低压转子lun盘的材料为25Cr2Ni2MoV,采用200CK双真空钢锭经五火锻造成型。粗加工尺寸为φ3100mm*1450mm,重量约86t。
对于残余应力不超过屈服强度下限8%的常规标准来说,调质回火以≤11℃/h的速度缓慢冷却,残余应力值一般均可达到规范要求的数值,且后续不需再进行去应力回火处理。但对于该lun盘,由于其对残余应力有较高要求,因此设计热处理工艺方案时,采取了较稳妥的方案,即进行两次回火,且第二次回火炉采用了分段限速冷却的方式,目的就是尽可能释放工件中的内应力,确保残余应力合格。
测试位置
lun盘锻件性能热处理后,待工件冷至室温后进行残余应力测试。在工件上选取3点,其中2点距端面约200mm,1点在中间位置,这3个位置同一圆周成120°作为环芯法的检测点,即F、G及H点;
测试过程
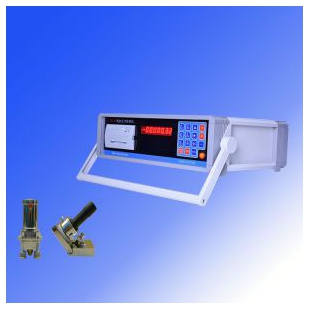
设备采用南京聚航科技有限公司的JHHX环芯法残余应力检测仪,由JHYC静态应变仪和JHHX开槽装置组成,全软件操作,自动实时计算残余应力,显示和保存应力应变数值,测量结果直观明了,准确度高。
测试前,应选好测试位置,并进行打磨清除表面氧化皮以及其他杂物。打磨位置尽可能平整光滑。固定好钻机三脚架后,划出应变片张贴位置,将测试部分用无水乙醇擦拭后,用JH-496胶水将应变片贴稳。将应变片导线连接到主机后,开始铣环槽。钻的过程尽可能缓慢,防止刀头发热。每铣0.5mm,待数据稳定后,记录。利用2mm和4mm深的应变数,根据公式计算出残余应力数据。应变值与槽的深度大体上呈线性关系,其余深度的数据供参考。
测试结果
lun盘的残余应力值在-6.6~-24.5MPa之间,均为压应力,jue对值不超过30MPa,符合采购技术规范要求。lun盘锻件残余应力值沿轴向方向呈现“中间高,两边低”的特点,即轴向中间位置G点的残余应力值较高,两个靠近端面位置F及H位置应力值较小。
位置 | 轴向 | 周向 |
F | -18.8 | -18.1 |
G | -21.8 | -24.5 |
H | -16 | -6.6 |
结论
1. 大型lun盘锻件在性能热处理过程中,采用两次回火+分段限速冷却方式可使核电低压焊接转子用大型lun盘锻件获得较小的残余应力。
2. 以上实验证明,可采用环芯法检测大型lun盘锻件的残余应力,此方法能够真实反映锻件的残余应力水平。
全部评论(0条)
 焊接应力检测
焊接应力检测
报价:面议 已咨询 174次
 无损残余应力测量
无损残余应力测量
报价:面议 已咨询 47次
 内应力测量
内应力测量
报价:面议 已咨询 77次
 残余应力测量
残余应力测量
报价:面议 已咨询 112次
 应变仪
应变仪
报价:面议 已咨询 173次
 动态应力应变测试系统
动态应力应变测试系统
报价:面议 已咨询 243次
 焊接残余应力测量
焊接残余应力测量
报价:面议 已咨询 98次
 表面残余应力检测
表面残余应力检测
报价:面议 已咨询 143次












①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi












参与评论
登录后参与评论