-
 认证会员 第 5 年
认证会员 第 5 年
四川贝纳吉液氮生物容器有限公司
认证:工商信息已核实
- 产品分类
- 品牌分类
-
仪企号
 四川贝纳吉液氮生物容器有限公司
四川贝纳吉液氮生物容器有限公司
-
友情链接

-
技术文章
-
液氮罐的技术要求有哪些?
发布:四川贝纳吉液氮生物容器有限公司浏览次数:5223液氮罐是生物、YL等行业常用的设备,一般可分为贮存式液氮罐、运输式液氮罐、自增压液氮罐、自排液液氮罐。作为重要的设备,如何确保液氮罐的质量,GB/T 5458-2012 中就对液氮罐的技术要求作出了如下详细规定。
1 一般要求
1.1 与液氮相接触的材料应与液氮相容。
1.2 容器用材料、外购件应有质量证明书或合格证。
1.3 容器的适用环境温度为—20 ℃~50 ℃.
1.4 贮存型容器不应作为运输型容器使用。
2 材料
2.1 内胆和外壳
2.1.1 内胆和外壳采用的铝及铝合金板应符合GB/T 3880.1—2006的规定。
2.1.2 铝及铝合金板的力学性能应符合GB/T 3880.2—2006的规定,化学成分应符合GB/T3190—2008的规定。
2.2 绝热层
2.2.1 绝热层用反射材料应选用铝箔或双面镀铝聚酯薄膜,其铝箔应符合GB/T 3198—2003的规定,双面镀铝聚酯薄膜基材应符合GB/T 16958—1997的规定。
2.2.2 绝热层用玻璃纤维布,纤维纸应采用导热系数小、放气率低的材料,且玻璃纤维的可燃物含量应不大于0.2%(质量部)。
2.3 吸附剂
2.3.1 吸附剂应采用在使用状态下吸附性能好的活性炭或分子筛。
2.3.2 分子筛应符合GB/T 13550—1992或HG/T 2690—1995的规定。
2.4 焊接材料
2.4.1 焊接用铝及铝合金焊丝应符合GB/T 10858-2008的规定。
2.4.2 当采用与母材牌号相当的铝线材作焊丝时,线材应符合GB/T 3197—2001的规定。
2.5 其他材料
2.5.1 颈管应选用满足使用要求的玻璃纤维增强塑料材料。
2.5.2 提筒的筒体、提杆的材料采用奥氏体不锈钢。手把材料可采用奥氏体不锈钢或铝合金。
2.5.3 盖塞的塞体材料应采用导热系数小,吸水率低的聚氯乙烯或聚氨酯等硬质泡沫塑料。
2.5.4 与液氮相接触的塑料件应采用能承受工作温度的材料。
3 设计
3.1 容器设计时应考虑内外压、液柱﹑自重﹑温差、运输及振动等载荷。
3.2 内胆﹑外壳的强度和稳定性应符合JB/T 4734 的规定,其外压取0.1MPa。
3.3 运输型容器的外壳和内胆的连接应稳固,并能承受移动过程中的惯性载荷。
3.4 容器的颈管、支撑应进行强度计算,且满足材料的强度要求。
3.5 容器应进行绝热性能的计算,且满足设计要求。
3.6 真空封口塞应符合下列规定:
a)采用可重复开启的结构;
b)通径应满足真空夹层安全泄放量的要求;
c) 泄放压力应不大于0.07 MPa,其排放能力足以使夹层的压力限制在不超过0.l MPa。
3.7 运输型容器应在底部或者侧面,设置耐倾倒和震动的支撑结构(见下图)。
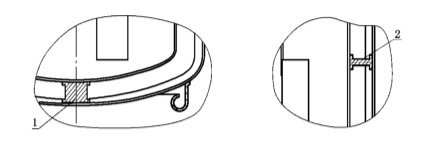
图 支撑结构示意图
说明:
1--底部支撑;
2--侧面支撑。
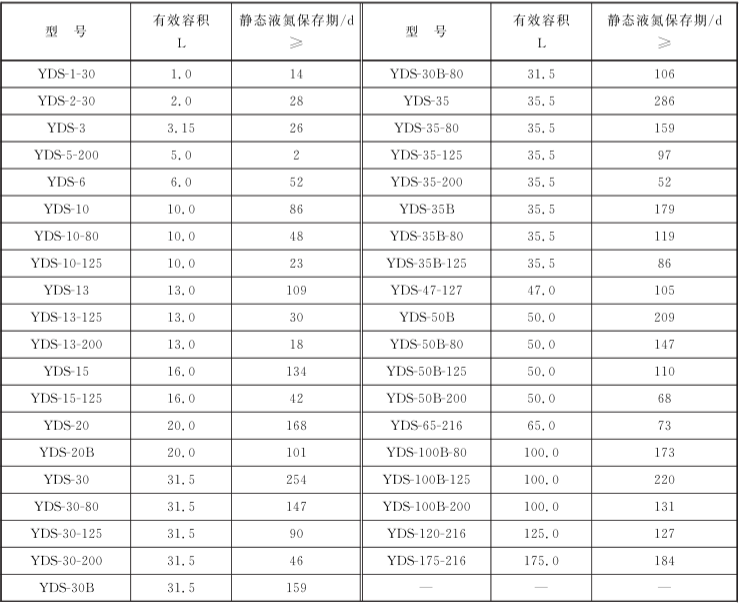
3.8 容器有效容积应符合表 1 的规定,其允许偏差应不超过±5%。
3.9 容器静态液氮保存期应符合表 1 的规定。
表1 容器有效容积和静态液氮保存期
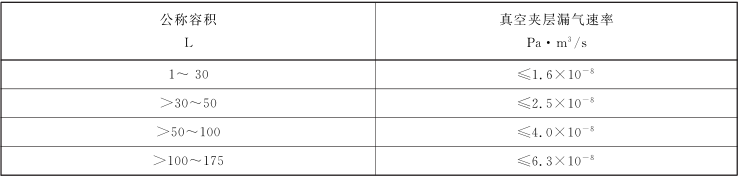
3.10 容器真空夹层漏气速率应符合表 2 的规定。
表2 容器真空夹层漏气速率
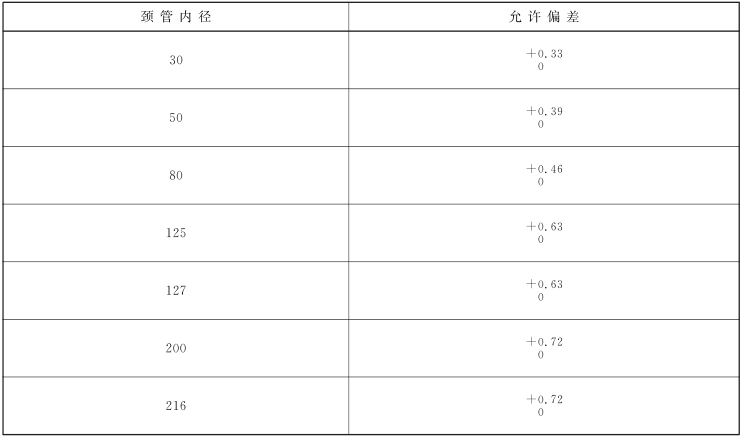
3.11 颈管内径尺寸和允许偏差应符合表3规定。
表3 颈管内径和允许偏差 单位为毫米
3.12 容器充人液氮并达到热平衡后,夹层真空度应不低于2.0×10-2 Pa。
3.13 容器的真空设计寿命应不低于 5 年 。
4 制造
4.1 一股要求
容器的制造应符合本标准规定外,还应符合设计图样的要求。
4.2 成形
4.2.1 成形后的内胆和外壳的壁厚应符合设计图样的规定。
4.2.2 内胆和外壳的表面应无划伤,机械损伤和磕碰撞伤。
4.3 焊接
4.3.1 焊接人员应经考核合格后方可施焊。
4.3.2 内胆、外壳的焊缝应采用气体保护焊。当保护气体采用氩气时,其氩气应符合GB/T 4842—2006的规定,纯度应不低于99.9%。
4.3.3 焊接区域内,包括对接接头和角接接头的表面,应无裂纹、咬边、气孔、弧坑和飞溅物,无急剧的形状变化,且应呈圆滑过渡。
4.3.4 焊缝的余高﹑同一焊缝宽度差应符合设计图样的规定。
4.4 绝热层缠绕
4.4.1 缠绕前,绝热材料和内胆应干燥和清洁。
4.4.2 吸附剂使用前应进行活化处理。
4.4.3 缠绕场地应保持干燥和清洁。
4.4.4 绝热层缠绕时,其反射材料和绝热材料应相间包覆在内胆外表面,并有防松散、脱落的措施。
4.5 组装
4.5.1 颈管与内胆、外壳的连接应牢固可靠。
4.5.2 组装前,绝热层应保持清洁,与真空夹层有关的零部件表面应进行清洗、烘干,且无油污、灰尘。
4.5.3 容器不应QL组装。
4.5.4 组装时,零部件应保持清洁,且无水、油的污染。
4.6 氦质谱检漏
4.6.1 内胆经氦质谐检漏合格后方可组装,其漏气速率应符合设计图样的规定。
4.6.2 容器组装后的真空夹层的漏气速率应符合表 2 的规定。
4.7 附件
4.7.1 提筒的简体,提杆﹑绝热管和手把相互之间的连接应牢固可靠。
4.7.2 盖塞的盖和塞体的连接应牢固可靠。
4.7.3 公称容积 50 L及以下的容器,应配装保护套。
4.7.4 当用户要求时,可设置有锁紧装置的防护盖、液位监测仪等附件。
4.8 清洁度和外观质量
4.8.1 容器表面应无损伤﹐且无油污﹑灰尘及无水的污染。
4.8.2 提筒﹑盖塞﹑保护套等附件应清洁。
4.8.3 容器内胆内部应清洁,且无异物,异味。
4.9 涂敷
容器外壳表面喷涂耐低温的漆,漆层应均匀,光亮,不应有气泡。
2021-04-27上一篇:没有了
下一篇:程序冷冻仪工作原理及使用注意事项相关产品 -
免责声明
①本网刊载上述内容,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任
②若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi




