

溢胶是我们在生产中经常会遇见的问题,通俗来讲溢胶是指经过标签、胶带等模切工艺加工后,在标签、胶带等边缘溢出胶水。
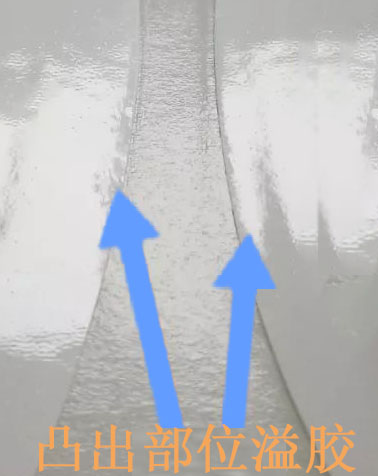
溢胶会导致标签、胶带外观缺陷、打印污染、剥离不良等问题。溢胶产生的原因有很多种,如:加工工艺流程、材料的储存环境、卷材的处理、刀模的使用、员工的操作方式等均会产生影响。因此对于溢胶问题的处理方案也是各不相同的,今天我们通过压敏胶流变学角度来对溢胶问题进行分析。
一、热机械性能表征
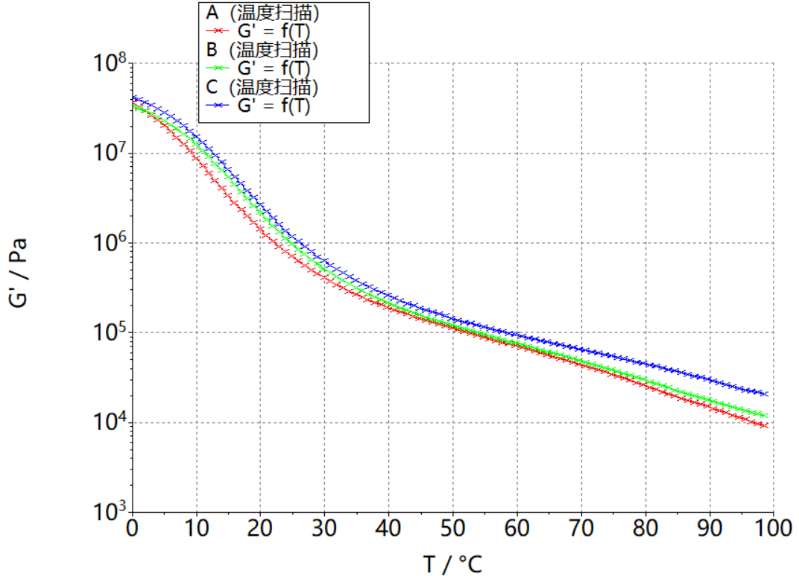
图1
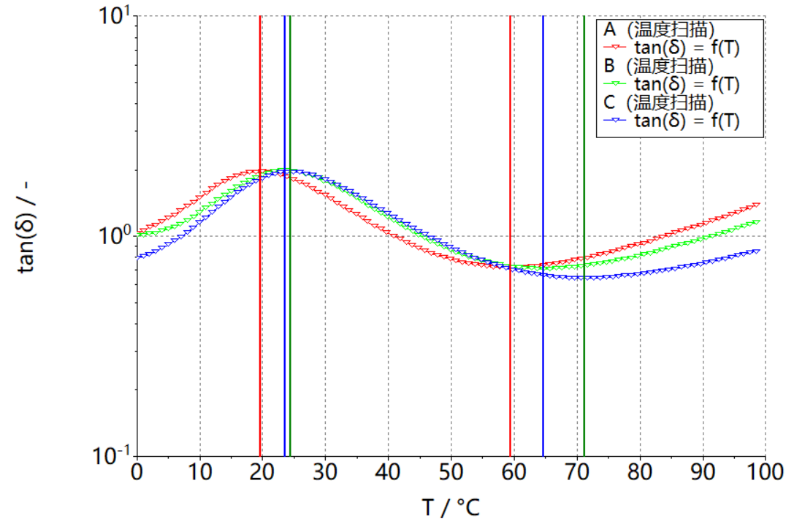
图2
我们获取三个用于生产胶带的压敏胶原胶,采用哈克流变仪对三个压敏胶样品进行温度扫描测试,可以同时得到温度-储能模量曲线(图1)和温度-损耗因子曲线(图2)。
从图1中我们可以发现,在模量平台区(40℃-70℃)样品C的储能模量(G’)高于样品A和样品B,即样品C的内聚力大于样品A和样品B。压敏胶的内聚力较大可以降低溢胶的风险,即样品C的溢胶风险较小。
从图1中我们可以发现,,三个样品损耗因子(相位角正切值tanδ)zui低点所对应的tanδ数值大小为:样品A>样品B>样品C。表明样品C的浸润性和流动性较弱。压敏胶的浸润性和流动性弱,在生产过程中的溢胶风险也相对较小。综合评估,以上三个样品,C样品在生产中出现溢胶现象的风险低于其它两个样品。

二、蠕变恢复表征
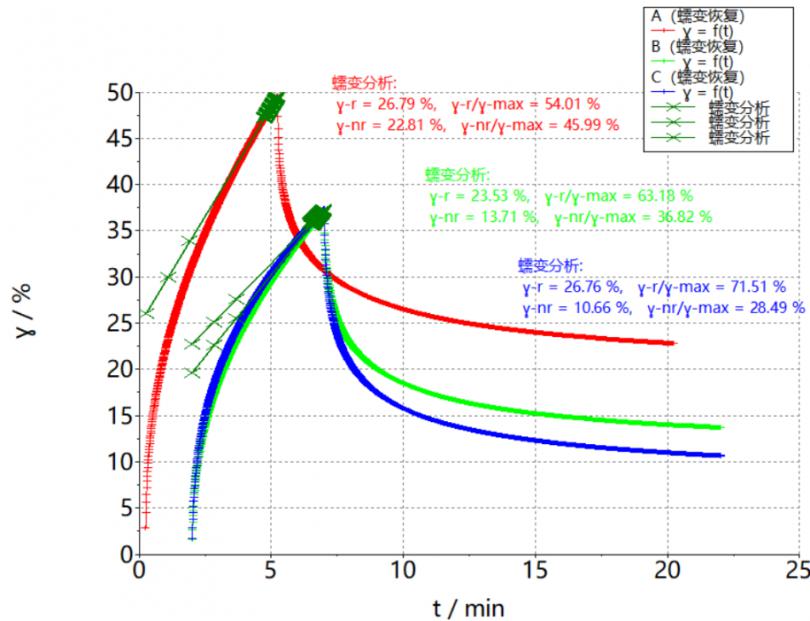
图3
在标签、胶带生产过程中,收卷、模切等过程都是对压敏胶施加了一定的应力,我们采用流变仪对上述的三款胶带样品中的压敏胶进行蠕变恢复测试,即持续施加一定时间的应力,再释放应力,观察其应变响应,以表征压敏胶的黏弹特性。通过数据我们可以发现样品A的弹性应变占总应变量比例zui低(54.01%),样品B的弹性应变占总应变量比例居中(63.18%),样品C的弹性应变占总应变量比例zui高(71.51%)。弹性应变占总应变量比例越高,表面样品在受到应力发生形变后回弹的比例越高,该比例越高溢胶的风险就越低。因此,上述三个样品中在相同的加工条件下样品C出现溢胶的风险zui低。此结论与前文的热机械性能表征结论一致。
综上所述,我们可以通过使用赛默飞哈克流变仪对溢胶问题进行很好的比较和预估,为胶黏剂原料选择、品质控制、新品研发、配方改进、工艺优化等提供有效参考依据和全面的解决方案。
赛默飞化学分析事业部集成了行业内领xian的分子光谱技术,台式核磁共振波谱技术,热熔挤出技术以及X射线能谱技
哈克转矩流变仪 积木式流变测量仪,通过记录物料在混合过程中对转子或螺杆产生的反扭矩以及温度随时间的变化,可研
]介绍了混合器流变仪在测试PVC干混料的流变性能动态热稳定性能的实验及PVC增塑剂热吸收实验中的应用,单双螺
介绍了HAAKE转矩流变仪在PVC加工配方设计中的应用试验,包括塑化试验热稳定行试验润滑剂应用试验改性剂试验
HAAKE转矩流变仪Polylab Rheocord系统(RC)是一种多功能流变学测试系统,基本原理是被测试
在日常的研究工作当中,经常需要将样品从容器中取出再进行测试这个过程往往会对样品的微观结构产生破坏和改变,不利
对于涂料等复杂流体的流变表征,通常只集中在流动行为的某一些部分,难于表现整个的行为特征通过哈克旋转流变仪,可
用振荡流变仪,我们首先进行低频率和形变测量在线性粘弹区测量粘度此区测量,结构不是不可逆形变因此我们测量到完整
蠕变和恢复显示一定应力下粘性和弹性的时间响应不同通过蠕变和恢复测量,我们了解有关样品的流平垂驰沉淀以及分子量

沪公网安备 31011502008050号







