吊钩是起重机械中常见的一种吊具,其承受的外部载荷,通过吊钩-销轴-侧板进行传递,并主要由销轴联接承受。为提高销轴联接的承载能力,通常在侧板销孔处焊接一定尺寸的凸台来提高联接的接触面积。但侧板会因焊接而出现一定程度的变形,严重影响了侧板与销轴之间的装配精度。按照企业装配要求,侧板的*大变形量需控制在1mm以内。
本文采用振动时效工艺控制吊钩侧板焊接变形。振动时效通过施加外部激振力,使激振力与残余应力叠加后大于材料的屈服强度,从而均化工件内部残余应力的分布,达到降低工件变形的目的。
材料介绍
吊钩侧板的实验材料为16Mn,这种材料具有良好的力学性能、焊接性能及低温冲击韧性,并且拥有低成本的优势,同时凸台的材料也选用16Mn。
实验方案
为使振动时效控制焊接变形达到良好的效果,根据振动时效工艺要求设计了合理的工艺,包括工件布置、扫频设置和振动设置等方面。
振动时效参数设置
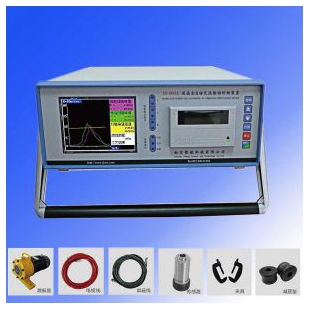
实验设备为南京聚航科技有限公司的JH-600A交流振动时效设备,该设备采用高速变频伺服电机,激振力大,寿命长,时效效果好,适合刚性工件。
详细振动时效工艺设置如下:
(1)工件布置。激振电机要求刚性固定于侧板件上,考虑到侧板属于板型工件,按照工件支撑原则,需要在吊钩侧板1/3长度等分处设4个支撑。用橡胶垫作为弹性支撑,放置在吊钩侧板下方。
(2)扫频设置。激振器转速范围是0-3000r/min,为保证激振转速平稳增加,设定扫频转速每秒增加50r/min,扫频时间为1min。
(3)振动设置。首先,确定振动处理所需的总时间,工件的质量为101.1kg,振动时间为12min;由于吊钩侧板的焊缝为环形焊缝,产生的焊接变形以及残余应力分布并不规则,因此工件采用混合振的模式,设定一阶固有频率下振动8min,二阶固有频率下振动4min;同时,激振电机产生的激振力为80-120MPa,符合焊接件振动时效处理的激振力要求。
焊接和振动时效工艺
实验选择4个侧板焊件,分为两组,并采取相同的焊接工艺,详细的工艺流程如下:将每组的两块侧板背向放置,采用点焊的方式固定两侧板。固定后,利用电弧焊的方式在每个销孔处焊接凸台。焊接后实验一组不进行任何处理,直接将两侧板打开后进行测量;利用振动时效装置对实验二组进行时效处理后,将两侧板打开进行测量。
总结
通过对振动时效控制吊钩侧板焊接变形的研究,得出如下结论:未经振动时效处理的吊钩侧板的变形量为2.213mm,远大于1mm的装配要求;经过振动时效处理的实验件,测量点处的变形量为0.732mm,达到侧板装配要求,并且降低量达66.9%,可见利用振动时效控制吊钩侧板焊接变形是可行的、高效的。
全部评论(0条)
 振动时效去应力机
振动时效去应力机
报价:¥123 已咨询 145次
 振动时效处理方法
振动时效处理方法
报价:¥123 已咨询 137次
 超声波去应力设备价格
超声波去应力设备价格
报价:¥123 已咨询 118次
 超声波消除应力价格
超声波消除应力价格
报价:¥123 已咨询 35次
 超声波应力消除机
超声波应力消除机
报价:¥123 已咨询 167次
 消除应力机厂家
消除应力机厂家
报价:¥123 已咨询 123次
 全自动振动时效装置
全自动振动时效装置
报价:¥123 已咨询 249次
 应力消除机
应力消除机
报价:¥123 已咨询 67次
2023-12-19
2024-02-23
 C90钢管振动时效效果验证
C90钢管振动时效效果验证
2024-10-11
 上海全自动振动时效仪厂家
上海全自动振动时效仪厂家
2025-10-27
2024-01-24
2024-03-06










①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi








参与评论
登录后参与评论