大尺寸焊接件振动时效工艺应用
对于大尺寸的焊接件,因常受炉子尺寸以及炉温均匀性不易控制等因素的限制,使热时效效果大大降低。而采用振动时效可使焊接应力降低到较佳状态,因此在生产上得到了应用。本文主要是针对大尺寸焊接件振动时效工艺应用的研究,实测分析振动时效效果。
振动时效参数选择
1. 激振位置的选择
试验分析表明,应力的降低程度与激振位置的选择有关。虽然在各种共振频率下均有一定效果,但合适的激振位置不但时间短,而且效果好,为了获得满意的效果,必须按工件结构不同选用不同的共振频率进行激振。
2. 偏心力的调整
尽量使用比较小的偏心力来得到所需的振幅,太大效果反而不好。
3. 工件的支撑
采用合适的方法支撑工件,以便工件的振动能*对自由。
支撑工件有如下一般规则;
A.尽量使用弹性材料,*好是橡胶垫,支撑块厚度一般不小于200毫米。
B.尽可能用少量支撑以平衡工件。
C.支撑点尽量选在波节处。
4. 激振器放置
激振器至少用弓形夹进行加固,弓形夹不能有松动;激振器应放置在波峰处,严禁安装在角片或加强肋的位置,以免损坏激振器。
5. 波节的寻找
1. 在工件上撒下沙子类物质,这些物质在振动时会很快移向所有波节处。
2. 用手在工件上作往复运动,就能感觉某个位置有大量振动,另一位置振动很小。
振动时效工艺要求
如果想要残余应力降低到*佳状态,必须满足下列要求:
1. 在共振峰范围内振动,当应力降低时,这时振幅在这个特定频率范围内将迅速变尖(即共振频率的范围或带宽将变窄,在一定条件下,共振频率将变得非常尖锐,且很难锁住。)
2. 当应力降低时,在相同频率下,产生振幅时所需功率明显降低,在一定条件下,经过适当时间处理后,每个共振峰的振动振幅和产生该振幅所需的功率将达到稳定,即表明工件的应力降低或已基本消除。
3. 在应力降低时,共振峰将出现在频率刻度的另一位置,即共振峰往前移动了,直到使共振峰的新位置达到稳定为止。
为了消除残余应力,振动设备应具有能保证共振状态的控制系统及记录系统。特别注意的是严格保持共振,它是振动消除残余应力的基本条件。
焊接梁消除应力试验
制作五根相同的焊接梁(材料A3钢,槽钢180*70*9,焊接方法:电弧焊连续焊缝),所有尺寸与工艺条件全部相同,一件未经处理,一件用退火消除应力,另外三件用振动时效消除应力。
仪器采用聚航科技生产的JH-200A振动时效设备,操作简单方便,具有残余应力动态跟踪功能,时效效果稳定可靠。
焊接梁放置在离*心一定距离的两个橡胶减震垫支撑上,用弓形夹把激振器紧固在梁上,激振器安放在梁的中间或端头,将传感器安置在离振源不远的工件上。经过处理后,分别用x射线应力测定仪对五根焊接梁进行表面应力值测试。
图1是试件各种状态残余应力分布图
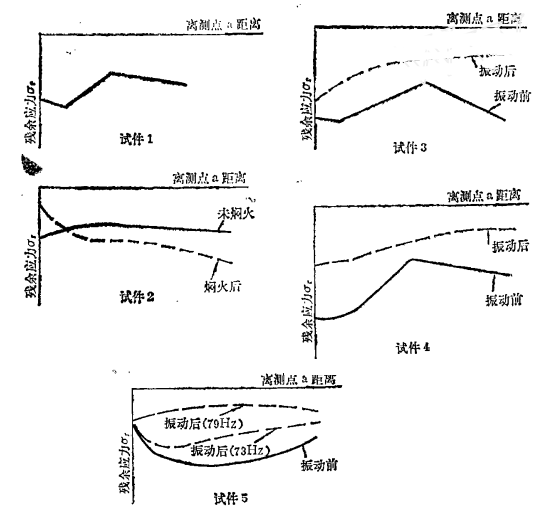
从图1曲线看出,振动处理后,残余应力值明显降低。虽然热时效是目前常用的消除残余应力方法,但热时效后仍保持很大应力,甚至工艺参数不当时应力反而增大,而振动时效可大大降低应力。
总结
经过一年地试验,取得了一定成果,证明采用振动时效的确可使焊接应力降低到较佳状态,而且比热时效优越。当然,这种工艺方法同其他各种工艺一样,只有正确掌握工艺才能获得满意的效果。特别对大型焊件而言振动消除应力效果更显著,
相关产品




全部评论(0条)
推荐阅读
-

- 自升式塔机焊接件振动时效工艺应用
- 自升式塔机的生产大部分工作量都是焊接件的生产,其焊接件生产的一个显著特征就是,工件体积大,焊缝质量和尺寸精度要求高,互换性强。为了满足上述要求,生产厂家在施焊过程中增加了一道振动时效工序来稳定工件的尺
-

- 逆变柜框架振动时效工艺应用
- 逆变柜框架为钢焊接结构,是由数百个大小不同的零部件焊接而成,其体积大,外形尺寸为4550*1220*2120mm,重约3吨,焊缝多,在后续装配时有严格的尺寸要求。柜体经过焊接、机械加工等工艺过程,其内
-

- 振动时效工艺在制冷压缩机上的应用
- 机械工业是我国国民经济的重要组成部分。在机械制造过程中,产品往往需要经过不同的工艺后才能成型,在铸造和焊接过程中会产生不同程度的应力。应力出现后,需要采取必要的方法予以消除,一般采用时效工艺,分自然时
-

- 振动时效工艺在煤矿机械上的应用
- 长期以来,煤矿机械中大量的焊接件、锻件及铸件在加工过程中均需进行去应力退火,即热时效处理,其主要目的是降低残余应力,减小变形,避免开裂。这种方法虽然可以消除大量的残余应力,但也有许多不足之处,不仅周期
-

- 振动时效在超厚钢板焊接结构上的应用
- 对于焊接结构而言,焊后残余应力的存在几乎是不可避免的。而焊接残余应力对焊接结构的强度和刚度都有着不同程度的影响,因此,尽可能地降低焊接残余应力并使之分布均匀化是保证焊接结构使用安全的关键之一。
-

- 振动时效工艺在高速纸机干燥部机架上的应用
- 高速纸机是生产加工生活用纸、办公用纸的机械设备,本文对高速纸机干燥部机架焊接所产生的残余应力进行分析,了解焊接残余应力的危害及产生的原因,并选出合适的方法消除焊接残余应力。
①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi









参与评论
登录后参与评论