逆变柜框架振动时效工艺应用
逆变柜框架为钢焊接结构,是由数百个大小不同的零部件焊接而成,其体积大,外形尺寸为4550*1220*2120mm,重约3吨,焊缝多,在后续装配时有严格的尺寸要求。柜体经过焊接、机械加工等工艺过程,其内部产生了残余应力。残余应力会降低框架的尺寸稳定性和机械物理性能,在使用过程中会引起应力应变和失效,尺寸精度得不到保证,因此在工艺中考虑对整个框架进行残余应力消除。
本次生产厂家决定选用振动时效工艺对逆变柜框架进行时效处理,使用设备为南京聚航科技有限公司的JH-578A数码交流振动时效设备,采用高速变频伺服电机,激振力大,寿命长。
振动时效工艺及效果判定
振前分析及准备工作
逆变柜框架为钢焊接结构,内部焊接件分布均匀,属典型的长型零件。振前检查整个逆变柜框架,无明显的缩孔、夹渣、裂纹及虚焊等缺陷。
1. 选择支撑点。在预测的有效振型的节线附近弹性支撑工件,对典型的长型零件,距离两端2/9L即大约1m的地方采用橡胶垫做四点弹性支撑。
2. 安装激振器。激振器应固定装在工件刚性较大且振幅较大处,长型零件激振点一般位于两端或中间,在此选择框架底座中间位置为激振点。
3. 固定拾振器 拾振器固定在远离激振器且在振幅较大处即激振点*大位置处。
试振逆变柜框架
1. 选择激振器偏心距,由小到大使工件在*大工作转速区间内产生共振,必要时使用手动旋钮寻找合适的偏心档位。
2. 全程扫频,测出各阶共振频率值,找出共振峰,确定主、附振频率及扫描范围,按主振频率的振型调整支撑点、激振点、拾振点及方向。在扫频过程中,工件有时会出现几个振幅峰,其中*重要的即为*低频率的峰,即一阶共振峰。在一般情况下,时效处理在一阶亚共振区进行,亚共振区是指一阶共振峰的前言,*大加速度值的1/3-2/3处,这一区域的频率为主振频率。
3. 以主振频率激振工件,调节偏心距。调节的原则是装置不过载且工件关键部位动应力峰值介于该部位工件应力的1/3-2/3处。
逆变柜框架的振动时效处理
试振完成后,确定时效参数为:f振=2971r/m,T振=30min,偏心号=60%。
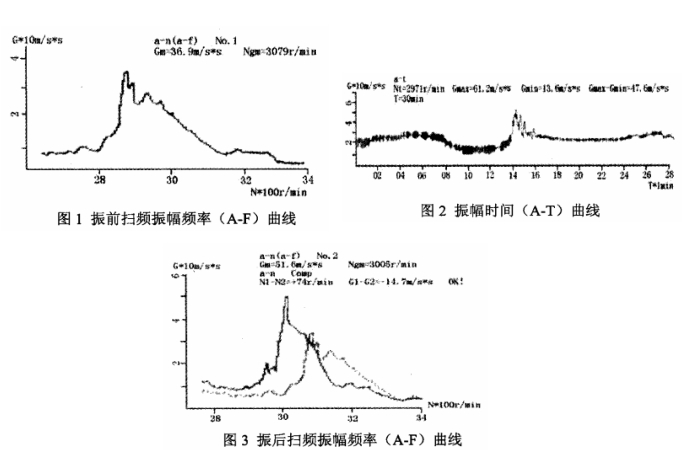
1. 对工件进行主振,振前扫频打印振前扫描曲线。
2. 在亚共振区选择频率主振工件,该频率下工件关键部位动应力的峰值应介于该部位工件应力的1/3-2/3处。
3. 主振工件,记录振幅时间(A-T)曲线,起振后振幅时间(A-T)曲线的振幅上升,然后变平或上升后下降然后再变平,从变平开始稳定3-5min为振动截止时间。一般累计振动时间不超过40min,振幅时间曲线如图2。
4. 进行振后扫频,记录振幅频率曲线,主振工件并打印振中时效曲线,如图3,其中
虚线为振前扫频曲线,实线为振后扫频曲线。
振动时效处理效果判定
根据GB/T25712-2010标准,振动时效工艺效果判定方法第4.1.2款,“出现下列情况之一时,即判定为达到振动时效效果”。
A 振幅时间A-T曲线上升后变平;
B 振幅时间A-T曲线上升后下降然后变平;
C 振幅频率A-F曲线振后比振前峰值升高;
d振幅频率A-F曲线振后比振前峰值左移;
C 振幅频率A-F曲线振后比振前频带变窄。
从实际振动之后打印出来的(A-T)及(A-F)曲线来看,符合b、c、d三条。
从逆变柜后续的装配过程来看,整个结构没有出现大的导致无法装配的变形和开裂。
因此可以判定,振动时效工艺很好地解决了逆变柜框架的结构稳定性问题。
结论
1. 逆变柜框架作为大型焊接结构件,对于去除残余应力保持结构稳定性而言,振动时效工艺具有可操作性和经济性,优于热时效和自然时效。
2. 从振动时效结果来看,此工艺效果符合GB/T25712-2010标准,并在后续的装配中得以验证,结构尺寸稳定性得以保证,因而此方法确实行之有效。
标签:振动时效
全部评论(0条)
推荐阅读
-

- 逆变柜框架振动时效工艺应用
- 逆变柜框架为钢焊接结构,是由数百个大小不同的零部件焊接而成,其体积大,外形尺寸为4550*1220*2120mm,重约3吨,焊缝多,在后续装配时有严格的尺寸要求。柜体经过焊接、机械加工等工艺过程,其内
-

- 振动时效工艺在制冷压缩机上的应用
- 机械工业是我国国民经济的重要组成部分。在机械制造过程中,产品往往需要经过不同的工艺后才能成型,在铸造和焊接过程中会产生不同程度的应力。应力出现后,需要采取必要的方法予以消除,一般采用时效工艺,分自然时
-

- 振动时效工艺在煤矿机械上的应用
- 长期以来,煤矿机械中大量的焊接件、锻件及铸件在加工过程中均需进行去应力退火,即热时效处理,其主要目的是降低残余应力,减小变形,避免开裂。这种方法虽然可以消除大量的残余应力,但也有许多不足之处,不仅周期
-

- 自升式塔机焊接件振动时效工艺应用
- 自升式塔机的生产大部分工作量都是焊接件的生产,其焊接件生产的一个显著特征就是,工件体积大,焊缝质量和尺寸精度要求高,互换性强。为了满足上述要求,生产厂家在施焊过程中增加了一道振动时效工序来稳定工件的尺
-

- 振动时效工艺在高速纸机干燥部机架上的应用
- 高速纸机是生产加工生活用纸、办公用纸的机械设备,本文对高速纸机干燥部机架焊接所产生的残余应力进行分析,了解焊接残余应力的危害及产生的原因,并选出合适的方法消除焊接残余应力。
①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi









参与评论
登录后参与评论