-
 认证会员 第 9 年
认证会员 第 9 年
纳博热(上海)工业炉有限公司
认证:工商信息已核实
- 产品分类
- 品牌分类
- 干燥箱和循环空气炉,最高温度850 ℃
- 马弗炉,最高温度1400 ℃
- 箱式炉, 最高温度1400 ℃
- 高温炉,最高温度 1800 ℃
- 管式炉,最高温度1800 ℃
- 适用于特殊应用的窑炉
- 温度均匀性和系统精度
- 工艺控制和记录
-
仪企号
 纳博热(上海)工业炉有限公司
纳博热(上海)工业炉有限公司

-

-
-
-
-
- 品牌:德国纳博热
- 型号:01
- 产地:欧洲 德国
- 供应商报价:面议
炉膛控制仅测量工作管外部炉膛内的温度。由此保护所用热电偶不受损坏和物料侵蚀。为避免过冲,工艺控制应缓慢进行。由于在此模式下不测量工作管内部的温度,管体内部的装料温度和控制器内显示的炉膛温度之间可能会存在显著的温度差。
在线留言
技术参数
| 品牌: | 德国纳博热 | 型号: | 01 |
详细介绍
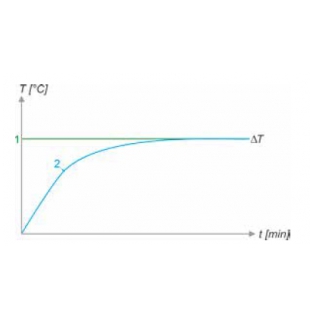
炉膛和物料控制
炉膛控制仅测量工作管外部炉膛内的温度。由此保护所用热电偶不受损坏和物料侵蚀。为避免过冲,工艺控制应缓慢进行。由于在此模式下不测量工作管内部的温度,管体内部的装料温度和控制器内显示的炉膛温度之间可能会存在显著的温度差。
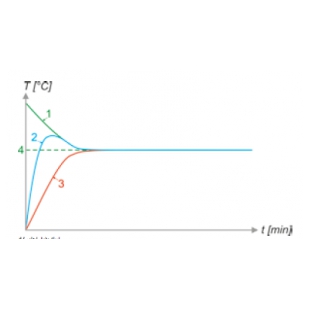
使用附加的物料热电偶,“物料控制”模式除了能测量炉膛内的温度,还能够测量工作管内部温度。由此,可非常准确且快速地控制装料温度。物料控制可用于除RD和RT系列外的所有管式炉。
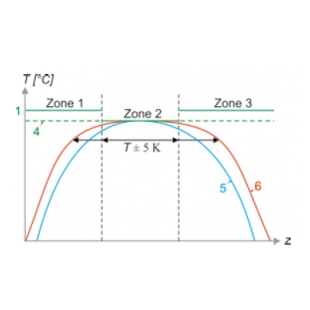
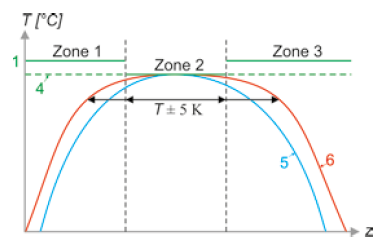
三分区式炉膛控制
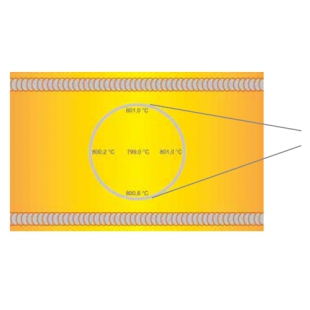
加热的长度分为3个加热分区。通过每个分区设置一个热电偶进行测温,该热电偶位于加热金属丝之间的工作管外部。侧面分区将通过相对于中间分区的设定值偏差量进行调节。由此可均衡管体端部的热量损失,以获得一个延长的且具有恒定温度(+/- 5 K)的分区。
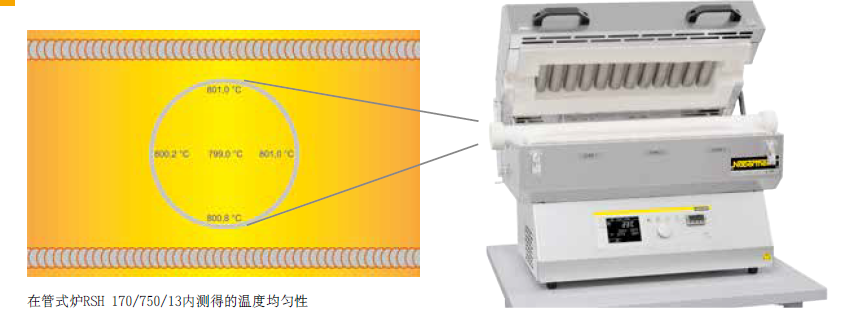
自由辐射的加热元件
通过支承管上自由辐射的加热元件,获得极 佳的温度均匀性。
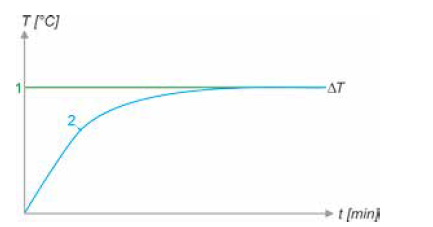
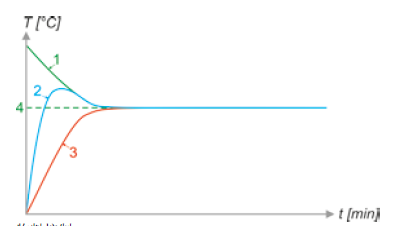
1.炉膛设定值
2.炉膛实际值
3.物料实际值
4.物料设定值
5.炉膛单区实际值
6.炉膛3区实际值