球磨机轴头残余应力测量与消除
球磨机轴头是建陶大型旋转粉碎机械的关键部件,它起着支承和旋转球磨机滚筒机体的重要作用。实心轴头直径350mm,周围焊接加强环直径590mm厚度200mm,轴头和加强环焊接在球磨机圆滚筒上。由于在焊接处产生不均的温度场,使温度应力和相变应力分布不均匀将导致焊缝处产生较大的塑性变形,从而产生焊接残余应力。残余应力的存在会影响轴头的强度疲劳寿命,产生结构变形,焊接件易发生脆性破坏。因此,球磨机轴头残余应力测量和消除就变得尤为重要。
盲孔法测残余应力原理
本次试验采用盲孔法测量球磨机轴头焊接残余应力,盲孔法测量残余应力就是在被测点上钻一个小孔,使被测点的应力得到部分的释放,测出的钻孔前后相应的应变差,根据应力、应变关系式及无应力材料的标定值,在根据弹性力学理论计算出残余应力,钻孔的直径深度都不大,不会影响被测构件的正常使用,并且这种方法具有较好的精度,因此,它已成为应用比较广泛的方法。
振动时效工艺原理
本次试验采用振动时效工艺消除球磨机轴头焊接残余应力,其工作原理是通过振动,使工件内部残余的内应力和附加的振动应力的矢量和达到超过材料屈服强度的时候,使材料发生微量的塑性变形,从而使材料内部的内应力得以松弛和减轻。因其环保、节能、省时成为常用的消除应力方法。
试验过程
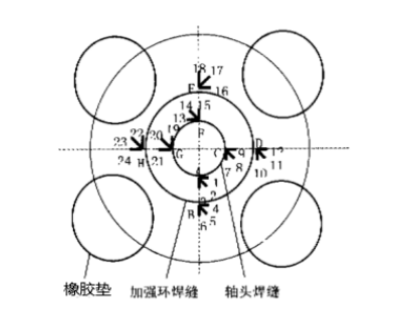
测量仪器采用JHMK多通道残余应力测量系统,由JHYC静态应变仪和JHZK钻孔装置组成。接线方案采用半桥补偿块补偿方法,在轴机头焊缝附近同一圆周上对称粘贴A、C、E、G4个直角应变花。加强环焊缝附近同一圆周上也对称粘贴B、D、F、H4个直角应变花,应变花粘贴位置如图1,盲孔的位置在8个应变花附近,a=7.5,深度h=16mm。振动时效设备采用JH-600A液晶交流振动时效设备,振动时效处理时球磨机轴头下面垫有四个橡胶垫,如图1。
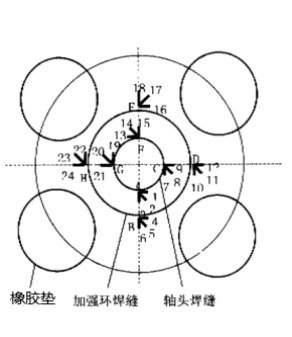
图1球磨机轴头应变花布置图
测试结果
振动时效前测得结果和用振动时效设备对轴头进行时效后的结果见表1和表2。
表1振动前后的试验结果
测点 | 振前 | 振后 | 平均应力降低率(%) | ||||||
με | MPa | με | MPa | ||||||
A | ε1 | -250 | σ1 | -300 | ε1 | -205 | σ1 | -275 | 8 |
ε2 | -55 | σ2 | -90 | ε2 | -85 | σ2 | -85 | ||
ε3 | +55 | σm | +195 | ε3 | 0 | σm | +180 | ||
B | ε4 | -75 | σ1 | -476 | ε14 | -315 | σ1 | +10 | 100 |
ε5 | -5 | σ2 | -213 | ε25 | +10 | σ2 | -10 | ||
ε6 | -265 | σm | +340 | ε36 | 0 | σm | 0 | ||
C | ε7 | +195 | σ1 | +408 | ε7 | -190 | σ1 | -244 | 25 |
ε8 | -130 | σ2 | +62 | ε8 | -75 | σ2 | -106 | ||
ε9 | +40 | σm | +234 | ε9 | +15 | σm | +175 | ||
D | ε10 | -210 | σ1 | -248 | ε10 | -105 | σ1 | -158 | 26 |
ε11 | -60 | σ2 | -73 | ε11 | -98 | σ2 | -78 | ||
ε12 | +50 | σm | +161 | ε12 | -13 | σm | +11 | ||
E | ε13 | -265 | σ1 | -339 | ε13 | -70 | σ1 | -110 | 60 |
ε14 | -90 | σ2 | -142 | ε14 | -50 | σ2 | -80 | ||
ε15 | +25 | σm | +241 | ε15 | -25 | σm | +95 | ||
F | ε16 | -190 | σ1 | -30 | ε16 | -35 | σ1 | -65 | 37 |
ε17 | -190 | σ2 | -160 | ε17 | -35 | σ2 | -55 | ||
ε18 | -40 | σm | +95 | ε18 | -25 | σm | +60 | ||
G | ε19 | -400 | σ1 | -560 | ε19 | -135 | σ1 | -200 | 61 |
ε20 | -225 | σ2 | -280 | ε20 | -100 | σ2 | -130 | ||
ε21 | +20 | σm | +420 | ε21 | -30 | σm | +165 | ||
H | ε22 | -310 | σ1 | -438 | ε22 | -150 | σ1 | -205 | 54 |
ε23 | -215 | σ2 | -242 | ε23 | -90 | σ2 | -105 | ||
ε24 | -30 | σm | +340 | ε24 | -5 | σm | +155 | ||
表2振动前后的分析结果
测试位置 | 振前平均应力 | 振后平均应力 | 应力降低率 | 振前应力幅值△σ1 | 振后应力幅值△σ2 | 振前波动率 | 振后波动率 |
轴环缝 | 272.25 | 153.75 | 43.5% | 654 | 85 | 240% | 55.3% |
加强板环缝 | 233.87 | 83.25 | 64.4% | 245 | 155 | 104.7% | 186.2% |
结论
1. 焊接残余应力越高,振动时效处理降低应力越多均化应力越好。
2. 环缝残余应力降低43.5%,波动率由240%降低到55.3%,应力均化效果好。
3. 加强板环缝残余应力降低64.4%,波动率变大是由于振后平均应力变得很低所致。
4. 采用盲孔法对球磨机轴头进行残余应力测量是可行的。
标签:球磨机轴头
全部评论(0条)
推荐阅读
-
- 球磨机轴头残余应力测量与消除
- 球磨机轴头是建陶大型旋转粉碎机械的关键部件,它起着支承和旋转球磨机滚筒机体的重要作用。实心轴头直径350mm,周围焊接加强环直径590mm厚度200mm,轴头和加强环焊接在球磨机圆滚筒上。
-
- cosα残余应力分析方法纳入新标准,全力助推 X 射线残余应力检测新发展!
- cosα残余应力分析方法纳入新标准,全力助推 X 射线残余应力检测新发展!
-
- 8.1 Kg、40s测量!μ-X360J全新来袭,让残余应力检测轻松又精准!
- 8.1 Kg、40s测量!μ-X360J全新来袭,让残余应力检测轻松又精准!
-

- 8.1 Kg、40s测量!μ-X360J全新来袭,让残余应力检测轻松又精准!
- X射线是表面残余应力测定技术中为数不多的无损检测法之一,是通过测量材料或制品晶面间距的变化来确定应力的,至今仍然是研究得较为广泛、深入、成熟的残余应力分析和检测方法之一,被广泛的应用于科学研究和工业生
-
- 利曼亮相第22届全国残余应力学术会议
- 2024年10月29-31日,利曼参加在绵阳举办的第22届全国残余应力学术会议。
-
- 应力双折射测量系统 - Hinds Instruments
- 美国Hinds Instruments研发基于PEM光弹调制原理的Exicor高精度应力双折射测量系统、
-
- 全二维面探残余应力分析仪在激光沉积领域全新应用进展
- 直接激光沉积技术(DLD)作为一种高可靠性制造方法,是公认的有效金属增材手段之一。DLD是紧急维修和外层空间操作等复杂工况条件下的一种常见加工工艺。



①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi










参与评论
登录后参与评论