随着大容量、高蒸气参数的超临界及超超临界机组不断增加,原有的T91钢已不能满足超临界及超超临界机组安全运行的需要。T92钢自出现以后,以其优异的综合性能成为了超临界及超超临界机组的*选用钢。T92钢是一种高合金铁素体耐热钢。T92钢是在T91的基础上,添加了1.5%-2%的钨,降低了0.3%-0.6%的钼的新型铁素体耐热钢。
在实际生产过程中,焊接后的焊件中总是不可避免地存在焊接残余应力,而焊接残余应力又是决定焊接质量的一个至关重要的因素。焊接残余应力产生的根本原因是由于焊接受热不均匀。另外,焊接方法、焊接方向、焊接工艺参数、焊后的热处理以及是否存在拘束条件等都对焊接残余应力的产生有一定的影响。本文采用盲孔法对T92钢在不同的焊速、不同热处理温度及有无外部拘束等条件下进行残余应力测试,分析焊接残余应力分布特征。
测试试件介绍
本文主要分析了无拘束和拘束两种情况下,不同的焊速、不同的热处理温度对T92钢管残余应力分布的影响,共分4组12个试件,具体如下。
1. 无拘束条件下:A组试件:其他焊接条件相同,分别选取焊速为30、60、90mm/min;B组试件:其他焊接条件相同,分别选取热处理温度为650、700、750℃。
2. 拘束条件下:C组试件:其他焊接条件相同,分别选取焊速为30、60、90mm/min;D组试件:其他焊接条件相同,分别选取热处理温度为650、700、750℃。
本次实验中采用手工钨极氩弧焊,预热温度为150-200℃。母材选用材质为SA213-T92,规格为Φ48.3mm*9mm的T92钢。拘束板可选用长度为100-120mm、厚度为14mm、宽30mm的“U”形钢板。
盲孔法焊接残余应力测试
采用盲孔法进行残余应力测试,沿焊缝方向上,分别在焊缝区和左右热影响区各选取三个测试点,测出焊接残余应力值,计算平均值。测量出钻孔前后各应变花的应变值ε1、ε2、ε3,根据所测得的应变值,利用材料力学公式计算出沿焊缝方向的纵向残余应力σx和垂直于焊缝方向的横向残余应力σy,计算公式如下:

式中A、B为应变释放系数,与工件材料种类、孔径大小、应变花尺寸等有关,通过实验标定可得到A、B系数大小,分别为A=-0.226*10-6、B=-0.646*10-6。
试验结果分析
试验结束后,通过上述公式可得到各试件在焊缝区和左右热影响区的平均纵向残余应力和横向残余应力,A、B、C、D四组试件其试验计算结果分别如图1。
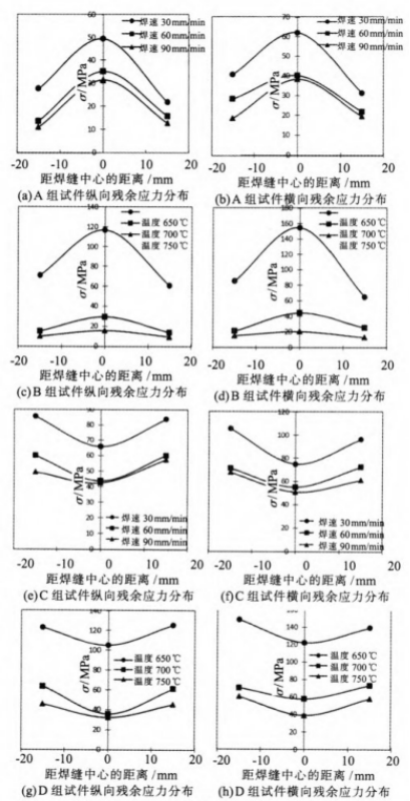
图1试验结果
在焊接过程中,不均匀的热输入是产生焊接残余应力的重要因素,焊接温度场的温度分布越不均匀,焊接残余应力越大。通过对比分析,由图1(a)、(b)、(e)和(f)可知,在焊速为30mm/min时,残余应力*大,并且随着焊速的增加残余应力不断降低,但焊速由60增加到90mm/min时,残余应力的降低量开始变缓。因此,在保证焊缝熔合良好的情况下,应尽可能提高焊速,以减小焊接热输入。焊速过慢产生较大残余应力的主要原因是:当焊速过慢时,高温停留时间变长,会造成热影响区宽度增加,接头晶粒变粗,力学性能降低,使焊件的残余应力增大。
P92钢在热处理时有非常严格的温度要求,几十度的差别就会对焊接接头性能产生很大的影响。从图1(c)(d)(g)和(h)可知,适合的热处理温度可以提高焊接的组织稳定性、降低消除焊接残余应力,同时无论有无拘束,当热处理温度为750℃左右时,P92钢管焊接残余应力趋于稳定,残余应力值达到*低。结合现有的研究成果,可以推断出P92钢管焊后的*佳热处理温度在750℃左右。
焊件的拘束分为内部拘束和外部拘束。内部拘束是指焊件本身的刚性性能,与焊件的材质、焊件截面形状及尺寸等有关。而外部拘束则是指外在的拘束条件。通过对图1中测试结果对比分析可知,当焊件受到外部拘束时,同等焊接或热处理条件下其焊接残余应力较大,焊件变形变小;受到外部拘束条件下,焊件热影响区的残余应力值均大于焊缝区的残余应力值,无外部拘束条件与之相反。
结论
本文采用盲孔法分别对拘束和无拘束、不同的焊热和热处理温度条件下的T92钢管进行焊接残余应力测试,通过对比分析测试结果,可得出以下结论:
1. 在其他焊接条件相同的情况下,焊接残余应力随焊速的增大而减小,但当焊速增加到一定值时,残余应力降低量会变缓。
2. 在其他焊接条件相同的情况下,通过热处理可以有效地降低焊接残余应力,但如果热处理温度过低,则无法达到减小残余应力的目的。由此推断出,T92钢管焊接后的*佳热处理温度在750℃左右。
3. 当焊件存在外部拘束条件时,焊接残余应力会增大,且焊件热影响区的残余应力值均大于焊缝区的残余应力值。
全部评论(0条)
 焊接残余应力检测
焊接残余应力检测
报价:面议 已咨询 106次
 残余应力检测
残余应力检测
报价:面议 已咨询 107次
 焊接应力检测
焊接应力检测
报价:面议 已咨询 174次
 应变仪
应变仪
报价:面议 已咨询 173次
 动态应力应变测试系统
动态应力应变测试系统
报价:面议 已咨询 243次
 焊接残余应力测量
焊接残余应力测量
报价:面议 已咨询 98次
 表面残余应力检测
表面残余应力检测
报价:面议 已咨询 143次
 多通道静态电阻应变仪
多通道静态电阻应变仪
报价:面议 已咨询 151次














①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi











参与评论
登录后参与评论