挖补焊接残余应力测试方法
在化工设备的检修或应急修补过程中,有些企业会采用挖补焊接的方法。特别是在管壳式换热器的应急堵管过程中更为常见。通常的做法是在封头管箱的相应部位气割一个近似圆形的孔,实施堵管后,再将气割下来的一块材料焊接上去。由于只能从单面焊接,小割料不好制备坡口,现场的焊接位置也不是很好,极易出现焊不透、夹渣、融合不好等焊接缺陷;又由于这种焊接是在周围外板的约束下形成的封闭焊缝,焊接接头受到很强的约束,产生相当高的焊接残余应力。在设备运行时,焊接残余应力与设备承载时产生的应力相叠加,挖补部位的安全性将大大降低,所以有必要对挖补部位进行焊接残余应力测试。
焊接残余应力影响
对应力腐蚀破裂的影响
残余应力对应力腐蚀破裂有显著影响,由于应力腐蚀破裂是不加任何外载荷就能发生的现象,特别是在一些特殊介质中如:NaOH溶液、NaOH+NaSiO3溶液及液氨等介质中。对于常用材料即使其总应力水平不超出破裂区域,应力腐蚀破裂也会发生。
对脆性断裂的影响
一般情况下,裂源一旦形成,即使在低应力下也会扩展,而挖补焊缝正好符合这种情况,既存在缺口,又存在较高的残余应力。在载荷作用下,极易发生脆性断裂。
挖补焊接残余应力测试方法
在标准椭圆封头上进行切割焊接,材质Q235-A。采用氧一乙炔焰切割,大致为圆形,切下来的一块材料砂轮打磨坡口,手工电弧单面多层焊接,焊缝余高0-1mm。
此次残余应力测试方法采用盲孔法,盲法法测残余应力就是在工件上钻一小通孔或不通孔,以释放被测点的残余应力,并由事先贴在孔周围的应变片测得释放量,再根据弹性力学原理计算出残余应力。钻孔的直径和深度都不大,属于微创检测方法,不会影响被测构件的正常使用,而且这种方法具有较好的精度。
测试仪器
为了解应力分布,两个挖补位置均采用沿长径密集布片,双向箔式应变花BE-120型,仪器采聚航科技的JHMK残余应力测试系统,由JHYC静态应变仪和JHZK精密钻孔装置组成。仪器软件式操作,多点测量,精度高,测量结果准确。
测试结果及分析
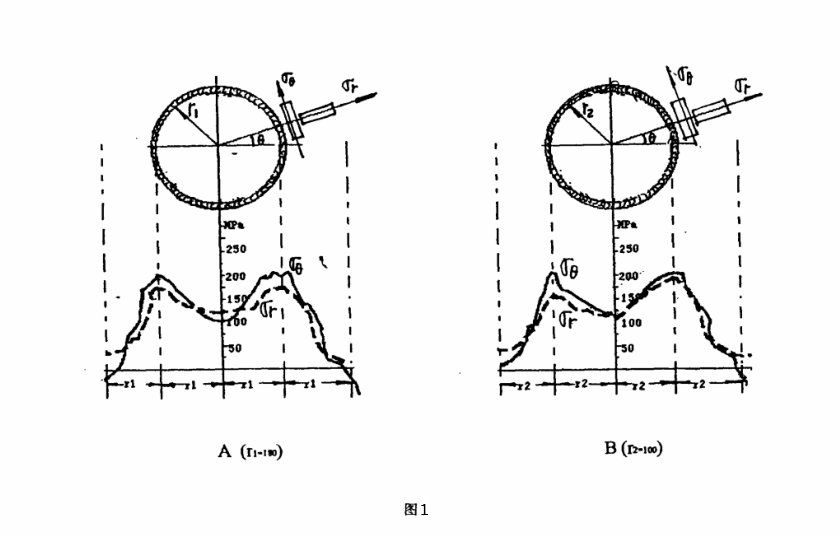
图1就是两个测试件的应力分布,由数据可得出以下结论:
1. 从两个挖补试件的测试结果来看,残余应力的分布与挖补板直径的大小成正比,并且残余拉应力的作用范围大约在3倍半径之内。
2. 径向残余应力σr和切向残余应力σθ的峰值均在焊缝内,并且σθ大于σr。
3. 由于周边约束,挖补板承受较高的残余拉应力。
总结
采用盲孔法可检测挖补部位焊接残余应力,由以上数据分析认为,对于一般化工设备尽量不要用挖补的方法修理,对于有腐蚀性介质的设备更要严格控制。当不得已采用挖补时,则应在焊接前仔细打磨坡口,由持有反面成形考试合格的焊工施焊。有条件的话,应采用氩弧焊打底,做到焊透、焊实。焊前明火200-250℃预热,可适当降低残余应力,尽管如此,也应严格限制挖补焊接。
相关产品
全部评论(0条)
推荐阅读
-

- 铝合金工件残余应力测试试验
- 铝合金工件生产过程一般经过压铸、机加工等多道工序,每道工序都有可能产生残余应力。为了确保产品的可靠性和安全性,一般会进行热时效工艺消除应力。本文主要是对铝合金工件进行残余应力检测,用以验证不同工艺效果
-

- 盲孔法残余应力测试在TC4钛合金电子束焊接中应用
- TC4钛合金作为一种α+β双相钛合金,综合性能优良,能在400℃下长时间工作。由于其良好的高温性能,可用于制造航空发动机压气机盘、风扇、叶片及框梁等承力构件。为了满足航空焊接构件日趋轻质化和复杂化的要
-

- 钛合金超声冲击消除焊接残余应力方法应用
- 钛合金是一种性能优越的合金,广泛应用于航空航天、船舶制造等行业,它不仅提高了设备使用寿命和生产率,而且还减轻了结构的质量,具有显著的经济效益。然而钛合金焊接本身存在一定问题,焊接接头容易出现脆化、裂纹
-

- 镀铜钢环板残余应力测试试验
- 镀铜钢是一种铜钢复合材料,是通过电镀工艺将铜金属均匀的覆盖在钢材表面而形成的新型接地材料。镀铜钢环板在生产过程中会产生残余应力。而残余应力会危害镀铜钢环板的寿命,为了保证产品的可靠、安全,我们需要采用
-
- 铁路货车制动管焊后残余应力测试
- 制动管系是铁路货车制动系统的重要组成部件,其连通着制动系统各个阀体,起到传递制动压力的作用。
-

- 电瓷绝缘子铸铁帽残余应力测试研究
- 随着国民经济的发展,人们对高压绝缘子产品的结构尺寸,机械性能,物理性能,产品质量可靠性等提出了更高的要求。因此,需要对电瓷绝缘子产品的机械、物理性能进行深入研究。本文主要是对电子绝缘子复合元件上的铸铁
-

- 水电站水轮机转轮退火前后残余应力测试与分析
- 近年来,我国一些大型水电站机组相继出现了转轮叶片振动异常、开裂等严重问题,引起了生产厂家的高度重视。在某水电站转轮生产开工前,转轮制造商对转轮焊接及退火工艺进行了详细研讨,同时,决定对转轮焊接完成及整
①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi









参与评论
登录后参与评论