高速激光熔覆修复加工工艺参数
一、加工参数主要包括激光功率、光斑形状、光斑尺寸、加工距离、搭接率、熔覆速度、送粉方式、保护气气压共 8 项关键参数。
1、激光功率,激光器单位时间内输出的能量。
2、光斑形状,常见的光斑形状分圆形和矩形两种,用户根据加工对象特点选择使用。
3、光斑尺寸,光斑尺寸主要影响光功率密度,即单位面积的光能量大小,同等功率条件下,光斑尺寸越小,光功率密度越大,高功率密度光斑适宜熔覆高熔点的金属粉末。
4、加工距离,指激光出光口距基体表面的距离。加工距离过远,金属粉末容易发散,粉末利用率低;加工距离近,激光熔覆头受激光辐射表面温度过高,严重造成粉末堵塞。
5、搭接率,搭接率是影响熔覆层表面粗糙度的主要因素,搭接率提高,熔覆层表面粗糙度降低。但搭接部分的均匀性很难得到保证。每道熔覆层之间相互搭接区域的深度与每道熔覆层正中的深度有所不同,从而影响了整个熔覆层。高速熔覆的搭接率高达 70%-80%(普通熔覆的搭接率为 30%-50%)。
6、熔覆速度,熔覆线速度和熔覆面积速率均可表示熔覆速度大小。
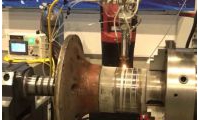
7、送粉方式,高速激光熔覆送粉方式主要有环形送粉。
8、保护气气压,保护气压力大小加工时可调。保护气一般使用氮气或氩气,主要用于送粉以及在激光熔覆熔池周围形成保护区域,减少氧化。
二、检测参数是在高速熔覆完成后,对熔覆层质量好坏的衡量参数,主要包括孔隙率、硬度、结合强度、稀释率、冷热疲劳性能、表面粗糙度等。
1、孔隙率,高速激光熔覆在熔覆过程中不可避免存在着孔隙,孔隙度的大小与金属粉末温度和速度以及粉末运动角度有关,一般来说粉末运动速度慢熔覆层的孔隙率会大。
2、硬度,由于高速激光熔覆层在形成时的激冷和高速撞击,熔覆层晶粒细化以及晶格产生畸变,使涂层得到强化,因此,激光熔覆层的硬度比一般材料的硬度要高。
3、结合强度,高速激光熔覆层与基体为冶金结合,即熔覆层和基体的界面间原子相互扩散而形成结合,这种结合是在激光作用基体和金属粉末产生高温以及粉末高速运动的状态下形成的。高速激光熔覆层与基体结合强度可高达 360MPa。
4、稀释率,指熔敷金属被稀释的程度,用基材在熔覆层中所占的百分比来表示。稀释率对熔覆层性能有较大的影响,高速熔覆工艺中,可通过金属粉末流量、光功率密度、熔覆速率调节来控制稀释大小。
5、冷热疲劳性能,是指熔覆层的抗冷热疲劳或热震性能。熔覆层的抗热震性能不好,会在使用中开裂形成裂纹。熔覆层的抗热震性能的好坏主要取决于金属粉末与基体的热膨胀系数差异的大小和熔覆层与基体结合强度。
6、表面粗糙度,熔覆层表面的平整程度,工艺测试中,激光光能量密度、送粉量大小和载气流压力均会影响表面粗燥度,三者都存在一个参数值区间,数值设置过高或过低均会导致表面平整程度降低。实际对基材进行高速激光熔覆加工时,需根据粉末基材特性,进行合适的加工参数设置从而使各项检测参数达标,满足应用需求。
全部评论(0条)
推荐阅读
-

- 高速激光熔覆修复加工工艺参数
- 高速激光熔覆是一种快速激光表面处理技术,主要涉及技术参数分为两个方面,一是激光熔覆过程中,设备的调试设置参数,称为加工参数;二是熔覆完成后,对熔覆效果质量的测评衡量参数,称为检测参数。
-

- 前段体高速激光熔覆修复加工
- 在当今工业制造领域,随着技术的不断进步,高速激光熔覆修复加工技术以其独特的优势逐渐成为金属表面修复与强化的重要手段。这项技术不仅能够有效解决传统修复法中存在的效率低、成本高、质量不稳定等问题,还能在
-

- 导向套高速激光熔覆修复加工
- 导向套作为机械设备中的关键部件,其性能的稳定性和耐久性对整机的运行效率和使用寿命具有至关重要的影响。然而,在长期的使用过程中,导向套往往会出现磨损、划伤等表面缺陷,这些缺陷不仅会降低导向套的精度和性
-

- 法兰盘激光熔覆修复加工
- 法兰盘作为机械设备中的重要连接部件,其表面性能直接影响整个设备的运行效率和寿命。随着工业技术的不断发展,激光熔覆修复加工技术以其独特的优势在法兰盘修复领域得到了广泛应用。
-

- 轴承座激光熔覆修复加工
- 轴承座作为机械设备中的关键部件,其性能直接关系到整个机械系统的运行效率和稳定性。在长期的使用过程中,轴承座往往因承受巨大的载荷和摩擦而产生磨损,严重时甚至会导致设备故障。为了延长轴承座的使用寿命,提高
-

- 立柱活塞杆激光熔覆修复加工的工艺步骤
- 激光熔覆技术作为现代表面工程技术的重要组成部分,近年来在制造业中得到了广泛应用,特别是在立柱活塞杆等关键零部件的修复加工方面,展现出了显著的技术优势和经济效益。
-

- 钛合金轴激光熔覆修复加工
- 在现代工业制造与再制造领域,钛合金因其的物理性能和广泛的应用前景,成为众多高端设备不可或缺的关键材料。然而,钛合金的高耐磨性、高强度以及易产生加工硬化的特性,使得其加工修复过程尤为复杂。本文将深
-

- 铸钢漏斗激光熔覆修复加工
- 在现代工业制造领域,铸钢件作为重要的结构材料,广泛应用于各类机械设备中。然而,随着使用时间的推移,铸钢件往往会因磨损、腐蚀或冲击等原因出现损伤,影响其使用性能和寿命。为了有效修复这些损伤,激光熔覆技术
-

- 石油钻杆激光熔覆修复加工
- 石油钻杆激光熔覆修复加工是一种高效的修复技术。这种加工主要是利用高能量密度的激光束,使预先涂覆在钻杆损伤部位的合金粉末快速熔化,随后冷却凝固形成冶金结合的熔覆层。
-

- 液压杆激光熔覆修复加工
- 液压杆作为众多机械设备中的关键部件,承担着传递压力、支撑重量等重要功能。在长期的运行过程中,液压杆表面容易受到磨损、腐蚀等损伤,严重影响其使用寿命和工作效率。随着科技的不断发展,激光熔修复技术逐渐成
-

- 钢厂耐磨辊子激光熔覆修复加工
- 在钢铁行业中,辊子作为关键设备部件,承担着轧制、输送、支撑等重要功能。
-
- 钛合金轴类激光熔覆修复加工
- 钛合金轴作为现代工业中不可或缺的关键零部件,其性能的稳定性和持久性直接关系到整个设备的运行效率和安全性。然而,由于钛合金的高耐磨性、高强度以及易产生加工硬化的特性,使得其加工修复过程尤为复杂。激光熔
-

- 矿机液压支柱激光熔覆修复加工
- 矿机液压支柱作为矿山机械设备中的核心部件,其工作环境恶劣且任务艰巨。长期在酸、碱性腐蚀介质中运行,加之承受着巨大的压力和磨损,使得液压支柱的表面极易出现腐蚀、磨损甚至裂纹,严重影响其使用寿命和工作效率
①本文由仪器网入驻的作者或注册的会员撰写并发布,观点仅代表作者本人,不代表仪器网立场。若内容侵犯到您的合法权益,请及时告诉,我们立即通知作者,并马上删除。
②凡本网注明"来源:仪器网"的所有作品,版权均属于仪器网,转载时须经本网同意,并请注明仪器网(www.yiqi.com)。
③本网转载并注明来源的作品,目的在于传递更多信息,并不代表本网赞同其观点或证实其内容的真实性,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品来源,并自负版权等法律责任。
④若本站内容侵犯到您的合法权益,请及时告诉,我们马上修改或删除。邮箱:hezou_yiqi









参与评论
登录后参与评论